Влияние режимов резания и геометрии инструмента на шероховатость.
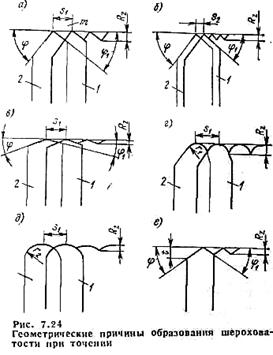
Геометрические причины образования шероховатости.За один оборот заготовки резец перемещается на величину подачи S1 (мм/об) и переходит из положения 2 в положение 1 (рис. 7.24, а). При этом на обработанной поверхности остается некоторая часть металла, не снятая резцом и образующая остаточный гребешок т. Совершенно очевидно, что величина и форма неровностей поверхности, состоящих из остаточных гребешков, определяются подачей S1 и формой режущего инструмента. Например, при уменьшении подачи до значения S2 высота RZ, неровностей снижается до R'Z (рис. 7.24, б). Изменение углов  и
и  в плане оказывает влияние не только на высоту, но и на форму неровностей поверхности (рис. 7.24, в). При использовании резцов сзакругленной вершиной достаточно большого радиуса r1 форма неровностей становится соответственно также закругленной (рис. 7.24, г). При этом увеличение радиуса закругления вершины резца до r2 приводит куменьшению высоты RZ, шероховатости (рис. 7.24, д).
в плане оказывает влияние не только на высоту, но и на форму неровностей поверхности (рис. 7.24, в). При использовании резцов сзакругленной вершиной достаточно большого радиуса r1 форма неровностей становится соответственно также закругленной (рис. 7.24, г). При этом увеличение радиуса закругления вершины резца до r2 приводит куменьшению высоты RZ, шероховатости (рис. 7.24, д).
Исходя из приведенных соображений геометрического характера, проф. В. Л. Чебышев предложил определять высоту RZ, неровностей при обработке резцом в зависимости от подачи S и радиуса r закругления вершины резца по формуле  . (7.7)
. (7.7)
В процессе образования неровностей при точении резцами с небольшими радиусами закругления и большими подачами участвует не только криволинейная часть режущей кромки резца, образованная радиусом г закругления, но и прямолинейный участок режущего лезвия (рис. 7.24, е). В этом случае в формулу В. Л. Чебышева включают значения главных углов и в плане.
 При изготовлении режущего инструмента и при его затуплении на режущем лезвии инструмента образуются неровности и зазубрины, определенным образом увеличивающие шероховатость обрабатываемой поверхности. Влияние неровностей лезвия инструмента на шероховатость обработанной поверхности особенно существенно при тонком точении с малыми подачами, когда неровности лезвия соизмеримы с величиной RZ, найденной по формуле (7.7). В отдельных случаях полного копирования профиля зазубрин лезвия на обрабатываемую поверхность может и не произойти, так как пластически деформированный металл стружки и обрабатываемой поверхности иногда затекает в зазубрины режущей кромки, частично затормаживаясь в их плоскости, и делает их как бы более мелкими. В результате этого рост высоты шероховатости обработанной поверхности в некоторых случаях отстает от увеличения глубины зазубрин режущего лезвия. Однако и в этих случаях влияние зазубрин лезвия на шероховатость обрабатываемой поверхности может быть значительным.
При изготовлении режущего инструмента и при его затуплении на режущем лезвии инструмента образуются неровности и зазубрины, определенным образом увеличивающие шероховатость обрабатываемой поверхности. Влияние неровностей лезвия инструмента на шероховатость обработанной поверхности особенно существенно при тонком точении с малыми подачами, когда неровности лезвия соизмеримы с величиной RZ, найденной по формуле (7.7). В отдельных случаях полного копирования профиля зазубрин лезвия на обрабатываемую поверхность может и не произойти, так как пластически деформированный металл стружки и обрабатываемой поверхности иногда затекает в зазубрины режущей кромки, частично затормаживаясь в их плоскости, и делает их как бы более мелкими. В результате этого рост высоты шероховатости обработанной поверхности в некоторых случаях отстает от увеличения глубины зазубрин режущего лезвия. Однако и в этих случаях влияние зазубрин лезвия на шероховатость обрабатываемой поверхности может быть значительным.
Дата добавления: 2016-02-04; просмотров: 4137;