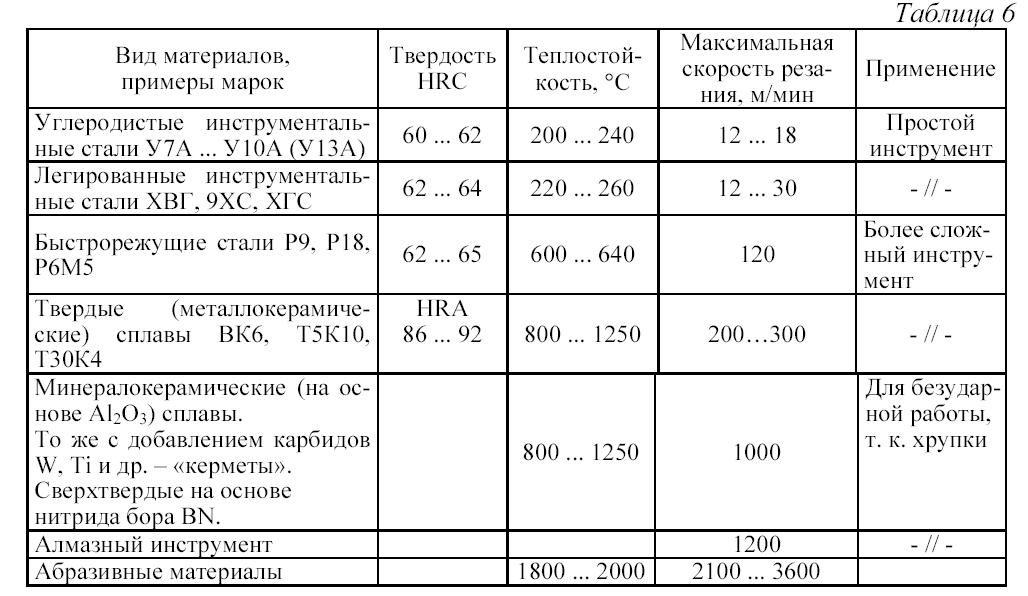
Инструментальные материалы. Классификация металлорежущих станков
Классификация металлорежущих станков
По видам обработки: токарные, строгальные, сверлильные, фрезерные, шлифовальные.
По точности: нормальной – Н, повышенной – П, высокой – В, особо высокой точности – А, особо точные (прецизионные) – С; По способам управления: с ручным управлением, полуавтоматы, автоматы, с программным управлением; Универсальные, которые применяются в индивидуальном или мелкосерийном производстве, специализированные – в средне- и крупносерийном, специальные – в массовом; Одно- и многошпиндельные; одно- и многосуппортные; со ступенчатым и бесступенчатым регулированием скорости резания; с горизонтальным и вертикальным расположением шпинделя. По конструкции станины: консольные (С-образная станина) и рамные (обычно тяжелые станки).
ТЕМА 13. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
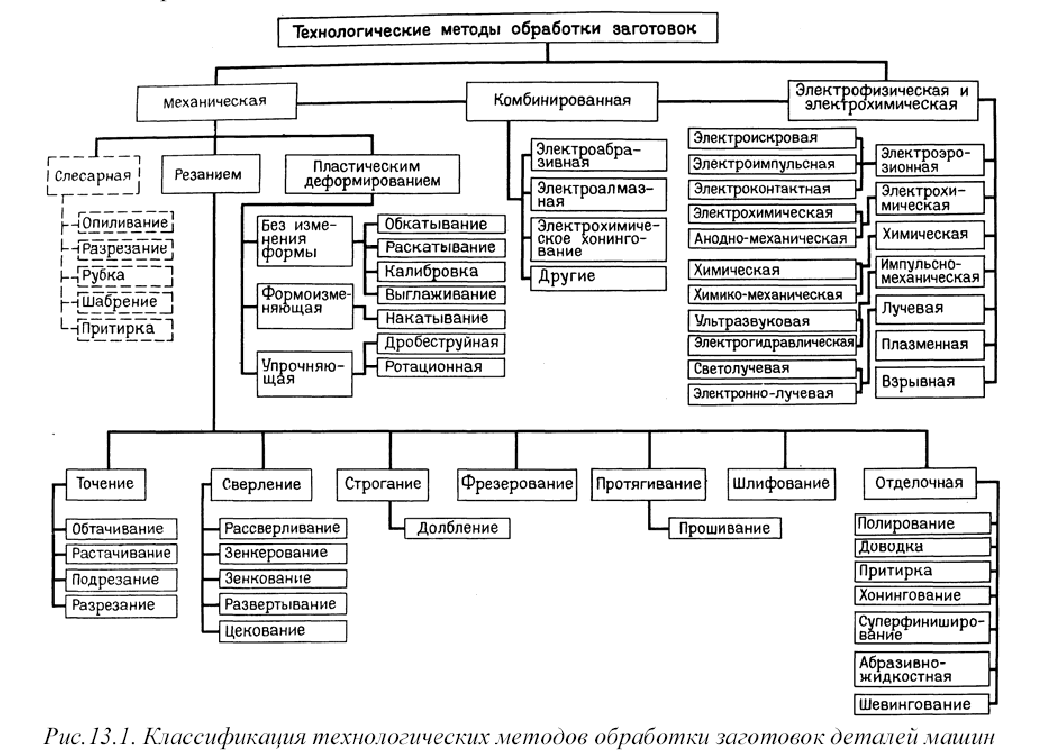
Основные технологические методы обработки заготовок
Деталей машин
Основные технологические методы обработки заготовок деталей машин представлены на схеме (рис. 13.1). Схема точения наружной поверхности проходным резцом представлена на
рис. 12.2. На рис. 13.2. показано, кроме точения проходными резцами (б, г, ж), точение резьбовыми (в), канавочными (з, и), расточными (д, е, о), отрезными (д) и подрезными резцами (н), а также сверление (м). Главное движение во всех случаях Dr – вращательное, обычно это вращение заготовки. Подача осуществляется движением резца. Она может быть как продольной, так и поперечной относительно оси заготовки. Sо – подача на один оборот заготовки. Величина остаточного треугольника АВЕ на рис. 12.2 определяет высоту микронеровностей на обработанной поверхности. Видно, что чем меньше подача Sо, тем ниже шероховатость. Основные поверхности и режущие кромки проходного токарного резца по-
казаны на рис. 13.3. При нарезании наружной резьбы используются резьбовые резцы и плашки, для нарезания внутренней резьбы – резцы резьбовые и метчики. Для уменьшения шероховатости поверхности и её упрочнения производится поверхностное пластическое деформирование (ППД) поверхности обкаткой ро-
ликами или шариками. Различного типа обкатки могут использоваться для нанесения насечек на поверхность с целью придания ей декоративного вида. По виду обработки резцы подразделяют на черновые, получистовые и чистовые; по форме – на прямые, отогнутые, оттянутые, изогнутые; по направлению подачи – левые и правые; по конструкции – цельные, с приваренной или припаянной режущей пластинкой, со сменными пластинками.
Основные типы станков токарной группы (рис. 13.4): токарно-винторезные, токарно-револьверные, токарно-карусельные, лобовые, токарные автоматы и полуавтоматы.
Приспособленияк токарным станкам:
1) патроны для закрепления деталей, которые бывают двух- трех- и четырехкулачковые, имеющие различные виды привода (ручной, механический, пневматический, гидравлический, электрический);
2) планшайбы для закрепления сложных по конфигурации деталей;
3) поводковые патроны;
4) центры, хомутики для обработки деталей в центрах (рис. 13.2, в, г); 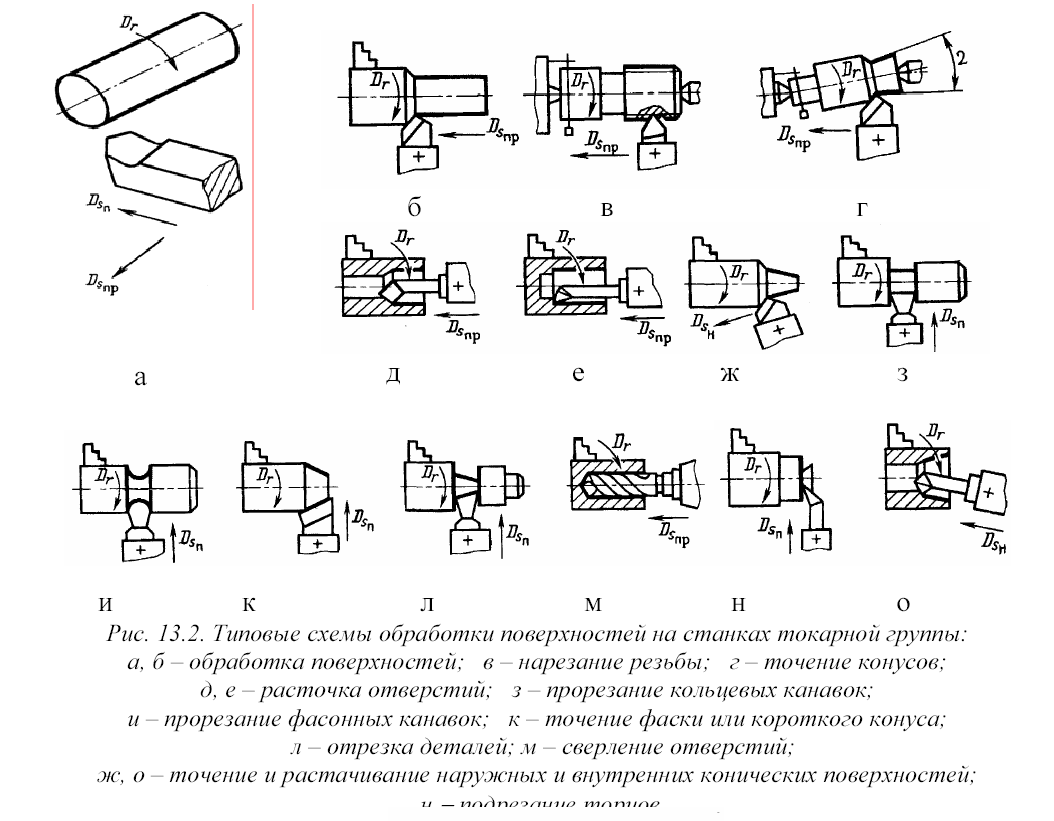
Дата добавления: 2016-01-26; просмотров: 1344;