МЕТАЛЛОРЕЖУЩИЕ СТАНКИ И ИНСТРУМЕНТ
Наиболее распространенные методы получения заготовок (литье и обработка давлением) не обеспечивают требуемых по условиям эксплуатации точности размеров и шероховатости поверхностей деталей, особенно работающих в ответственных сопряжениях. Эту задачу успешно решает обработка резанием. Резаниезаключается в снятии слоя металла с поверхности заготовки с целью получения требуемой геометрической формы, шероховатости поверхностей и точности размеров детали. Срезаемый слой металла называется припус-
ком. Различают следующие виды резания: лезвийное, абразивное, электрофизическое и электрохимическое. Лезвийное резание производится с помощью инструмента, режущая часть которого имеет клиновидную форму. Основные виды лезвийного резания: точение,
строгание, фрезерование, сверление, долбление, протягивание. На рис. 12.1 показана схема лезвийного резания для строгания и отмечены главные углы резания. Абразивное резание проводится с помощью абразивного инструмента, содержащего твердые частицы неправильной формы, случайным образом ориентированных режущих зёрен абразивного инструмента, каждое из которых представляет собой микроклин. 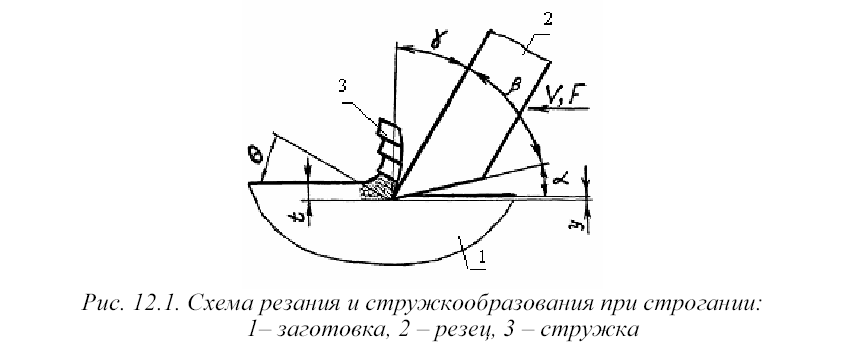
На поверхности детали различают обработанную и обрабатываемую поверхности. Переходная поверхность между ними называется поверхностью резания. На режущем клине различают переднюю и заднюю поверхности. По передней сходит стружка, задняя обращена к обработанной поверхности. Для определения углов резания вводят две плоскости:
1– плоскость резания. Она проходит через главную режущую кромку резца параллельно вектору скорости резания V. При строгании (рис. 12.1) она совпадает с обработанной поверхностью.
2 – основная плоскость, которая расположена перпендикулярно плоскости резания. На рис. 12.1 она расположена вертикально. Главный задний угол резания α определяется между задней поверхностью и плоскостью резания. Главный передний угол γ образован передней поверхностью и основной плоскостью. Угол заострения резца β определяется между передней и задней поверхностями. Сумма углов α + β называется главным углом
резания δ. При неизменном угле заострения резца β усилие резания может очень сильно меняться, если изменять угол δ.Если увеличить угол δ более 140°, то резание будет крайне затруднено. Угол заострения, главным образом, влияет на прочность режущего клина, а усилие резания и шероховатость поверхности определяются углом δ =α +β. С уменьшением δ снижается усилие резания. Величина заднего угла обычно мала, т. к. он нужен только для того, чтобы уменьшить силы трения по задней поверхности. Для токарных резцов α = 3…8 градусов. При резании обработанная поверхность детали упрочняется на некоторую глубину, твердость её увеличивается до двух раз, что затрудняет последующую обработку резанием и снижает стойкость инструмента. Стойкостью инструмента называется время его работы между двумя переточками. За счет пластической деформации и трения в зоне резания выделяется тепло, 25 ... 85 % которого отводится стружкой, 10 ... 50 % – заготовкой и 2 ... 8 % – инструментом. Интенсивность тепловыделения резко возрастает с увеличением скорости резания, что может привести к потере твердости режущей кромки,
снижению стойкости инструмента и качества обработки. Для интенсификации теплоотвода используют смазочно-охлаждающие жидкости (СОЖ): водные эмульсии и минеральные масла. Для изготовления режущего инструмента стремятся применять материалы, способные сохранять твёрдость до высоких температур. В процессе резания вследствие периодического скалывания стружки возникают вибрации в системе, также снижающие качество обработки и стойкость инструмента. Наиболее распространённым видом лезвийного резания является точение. Процесс резания и схема рабочих движений токарного станка показаны на рис. 12.2. При точении деталь совершает вращательное движение, а резец – по-
ступательное. Движение при резании, осуществляемое с максимальной скоростью, называется главным движением, а его скорость называется скоростью резания V. При точении главным движением является вращательное движение, а скоростью резания V является относительная скорость перемещения резца и точки на поверхности детали, которой касается резец (м/мин). Другим необходимым движением является поступательное движение резца. Направление этого движения определяет форму получаемой поверхности. Это движение называется подачей (обозначается Ds, его скорость Vs мм/мин). При токарной обработке обычно задаётся не скорость подачи, а перемещение резца за один оборот в мм/об, которое называется подачей и обозначается S. Заметим, что Vs=n 
× S (мм/мин), где n – частота вращения (об/мин). Различают продольную подачу (вдоль оси вращения) и поперечную (перпендикулярно оси). Относительное движение резца и заготовки (рис. 12.1) со скоростью V и усилием F приводит к пластическому сдвигу и образованию стружки. В зависимости от пластичности материала и величины главного угла резания δ характер стружкообразования может сильно отличаться. Для пластичных материалов при углах δ < 90 градусов образуется сплошная стружка в виде прочной блестящей ленты (сливная стружка). Для материала со средней пластичностью при резании с углами δ > 90 градусов образуется стружка скалывания, состоящая из слабо связанных между
собой объёмов по линии скалывания. Линия скола располагается под некоторым углом θ к направлению скорости резания (рис. 12.1). В хрупких материалах образуется порошкообразная стружка, которую называют стружкой надлома. Это связано с тем, что разрушение происходит перед резцом с некоторым опережением. При резании с образованием стружки надлома качество поверхности (шероховатость) значительно хуже, чем при других видах стружки. Сливная стружка, обладая большой прочностью, затрудняет удаление стружки из зоны резания. При резании с такой стружкой не удаётся автоматизировать её уборку, что очень важно для автоматических линий. В этих случаях стремятся получить стружку
скалывания или устанавливают на резец стружколомы, которые вызывают большую деформацию стружки и её дробление.Движение подачи Ds со скоростью Vs обеспечивает снятие припуска слой за слоем на заданную глубину резания t. Глубиной резания t является толщина срезаемого слоя, измеренная перпендикулярно обработанной поверхности. Движе-
ния, обеспечивающие подвод и отвод резца называются вспомогательными. При обработке пластичных материалов со скоростями V менее 0,6 м/мин на передней поверхности резца около его вершины может происходить образование наростов за счёт отрыва обрабатываемого материала от стружки. В результате сильной деформации нарост приобретает высокую твердость и участвует в процессе резания, как продолжение резца. Однако в процессе резания нарост периодически разрушается и удаляется с резца, изменяя его длину. Это приводит к ухудшению шероховатости обрабатываемой поверхности. С другой стороны, на рост уменьшает усилие резания и износ инструмента, так как защищает переднюю поверхность. Поэтому образование нароста может быть и полезным, но только при черновой обработке.
Дата добавления: 2016-01-26; просмотров: 1309;