Строгание, долбление, протягивание
При строгании главным движением является поступательное движение резца (на поперечно-строгальных станках) или заготовки (на продольно-строгальных станках). Строгальные резцы изогнуты назад для того, чтобы предотвратить заглубление резца при врезании, которое происходит с ударом. Долбежные резцы изогнуты вперед, чтобы державка резца не препятствовала углублению резца (рис. 13.5). 
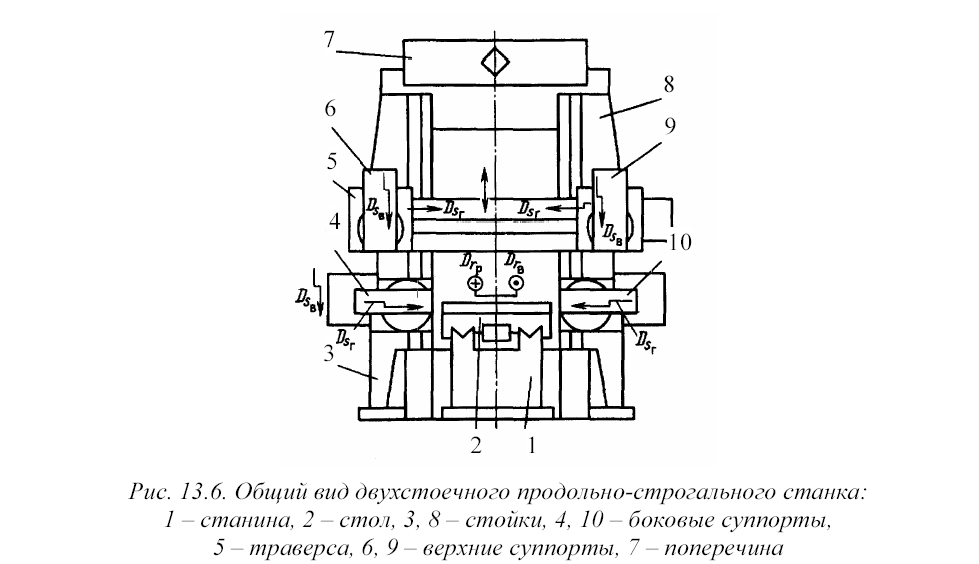
Протяжка – многолезвийный инструмент. Станки поперечно-строгальные, продольно-строгальные, долбёжные (рис. 13.6). На продольно-строгальных станках все суппорты могут поворачиваться на ± 60 ° при строгании наклонных плоскостей. Достигается точность 0,1 ... 0,2 мм на 1 м длины обрабатываемой поверхности. Строгальные станки применяются в мелкосерийном и единичном производстве. В крупносерийном производстве
для аналогичных работ используются фрезерные станки, как более производительные. Обработка фасонных наружных и внутренних поверхностей сложной
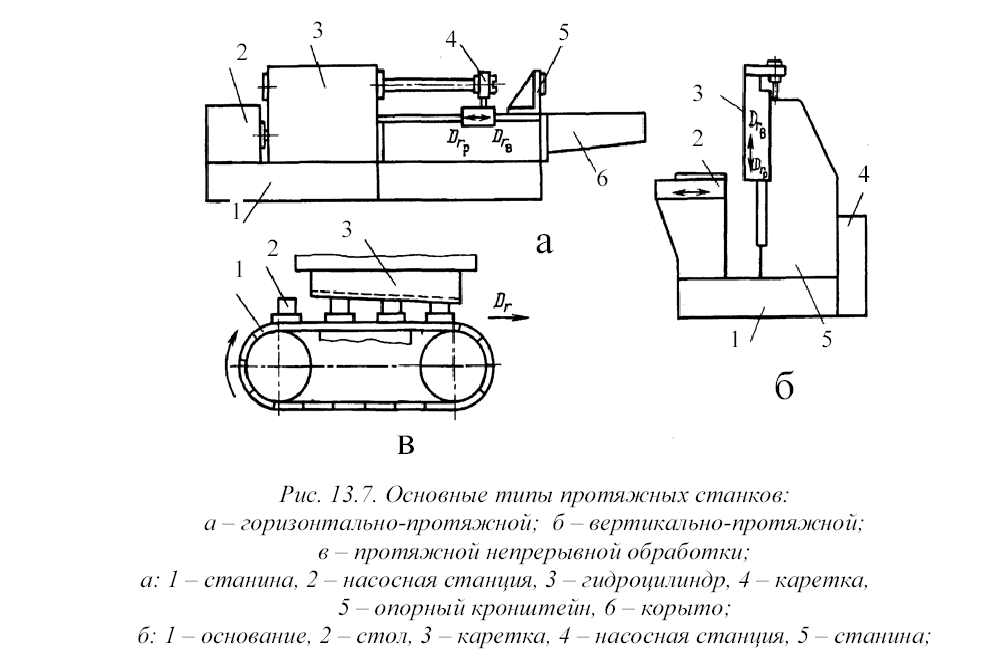
 формы в массовом и крупносерийном производстве производится на горизонтально- и вертикальнопротяжных станках (рис. 13.7, 13.8). Обработка цилиндрических отверстий производится на токарных, сверлильных, расточных станках. На сверлильных и расточных станках главное движение совершает инструмент, выполняя вращательное движение. При сверлении на сверлильном станке вращается сверло, при растачивании отверстий на расточном
формы в массовом и крупносерийном производстве производится на горизонтально- и вертикальнопротяжных станках (рис. 13.7, 13.8). Обработка цилиндрических отверстий производится на токарных, сверлильных, расточных станках. На сверлильных и расточных станках главное движение совершает инструмент, выполняя вращательное движение. При сверлении на сверлильном станке вращается сверло, при растачивании отверстий на расточном
станке вращается борштанга с резцом. Подача осуществляется движением вдоль оси отверстия, которое может совершать деталь или инструмент.
Инструменты для обработки отверстий– см. рис. 13.9.
Имеются различные типы свёрл. Наибольшее применение имеют спиральные сверла. На них для отвода стружки имеется винтовая канавка с углом на клона ω = 18° ... 30°. Угол при вершине 2ϕ = 90° ... 118°; угол наклона поперечной режущей кромки ψ = 50° ... 55° .Зенкеры служат для обработки отверстий, полученных литьём или предварительным сверлением. Различают зенкеры по форме обрабатываемых отверстий: цилиндрические, конические, торцевые; по конструкции: цельные, насадные, с припаянными твердосплавными пластинками. Количество режущих лезвий у зенкеров z = 3 ... 9. Зенкеры не имеют поперечной режущей кромки, поэтому не могут быть использованы для начального получения отверстий.
 Развертки служат для чистовой обработки отверстий, полученных сверлением или обработанных зенкерованием. Число зубьев у них z = 5 ... 14. По конструкции бывают цельные, насадные, со вставными зубьями. Зенковки служат для получения конических отверстий и фасок.
Развертки служат для чистовой обработки отверстий, полученных сверлением или обработанных зенкерованием. Число зубьев у них z = 5 ... 14. По конструкции бывают цельные, насадные, со вставными зубьями. Зенковки служат для получения конических отверстий и фасок. 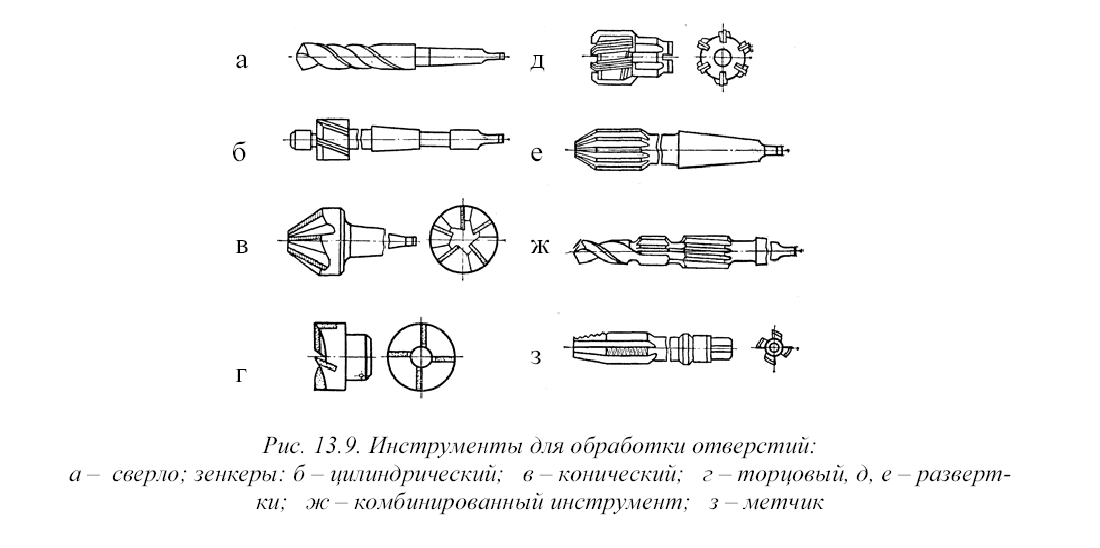
Цековки позволяют обрабатывать не только цилиндрические поверхности, но и привалочные поверхности около них, на которые опираются шайбы или головки винтов. В ряде случаев цековка может заменить фрезерование поверхности, что даёт значительный экономический эффект. Работы, выполняемые на сверлильных станках (рис. 13.10): сверление от-
верстий до 30 мм; рассверливание до 80 мм; зенкерование до диаметра 120 мм, черновое и чистовое; развертывание до диаметра 120 мм, предварительное, чистовое и тонкое.
Дата добавления: 2016-01-26; просмотров: 1869;