Приспособления для контроля обеспечения показателей точности сборочных единиц
При контроле качества сборки сборочных единиц доступ к местам контроля, как правило, затруднен, поэтому для контроля показателей качества сборочных единиц, зачастую, требуются специальные приспособления. Стандартизация и унификация этой группы приспособлений осложнена еще и разнообразностью конструкций изделий машиностроения, а также достаточно высокой точностью этих показателей, возможностью смещения поверхностей деталей в процессе контроля. Например, при контроле осевого зазора на валах все детали, участвующие в формировании этого зазора должны находиться в тех положениях, когда этот зазор принимает максимальное значение. Поэтому приспособления для контроля качества сборки сборочных единиц весьма разнообразны по конструкции.
Приспособление (рис. 4.6) предназначено для контроля осевого люфта в подшипниках крышки в сборе при усилии 300±30г. Приспособление состоит из нижней плиты 4, на которой установлен и привинчен тремя винтами сварной корпус 1. В корпусе выполнено сквозное отверстие. В корпус запрессован штифт 9. При контроле крышка в сборе устанавливается на корпус по отверстию и штифту 9 и привинчивается к нему тремя винтами. Индикатор устанавливается на стойке под углом, при котором его измерительный наконечник перемещается свободно, без заедания. Натяг индикатора – два оборота стрелки. Для приложения нагрузки 300 г в приспособлении предусмотрен рычаг 6, установленный на оси на стойке 3. В рычаге выполнено отверстие А для присоединения граммометра, обеспечивающего приложение и контроль нагрузки.
После установки и закрепления крышки на корпусе приспособления к торцу отверстия шестерни подводится индикатор и обеспечивается его натяг на два оборота. После чего подводится наконечник рычага к крышке в сборе и прикладывается нагрузка в 300±30 г при помощи граммометра. Фиксируются показания индикатора.
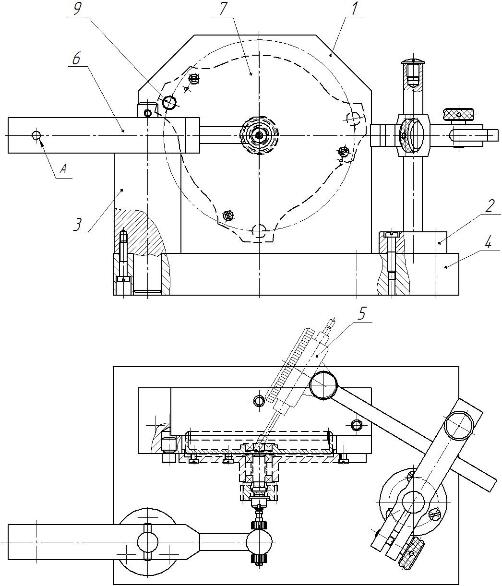
Рис. 4.6. Приспособление предназначено для контроля осевого люфта в подшипниках крышки при усилии 300±30г.
Приспособление (рис. 4.7) предназначено для контроля неперпендикулярности отверстия рычага 10 относительно цилиндрического хвостовика вала игловодителя после их сборки. Приспособление состоит из сварного корпуса 1, стойки 5, призмы 9, валика 7 и планки 4, установленных на корпусе при помощи стандартного крепежа. В контролируемое отверстие рычага устанавливается контрольный валик. Сборка вместе с валиком устанавливается в приспособление по цилиндрической поверхности вала игловодителя в призму 9, проворачивается до упора валика 7 в планку 5 и закрепляется планкой 4 при помощи пары шпилька 3 - шайба 8 - гайка 6. Планка 4 играет роль рычага при закреплении детали. Далее щупом промеряется зазор между верхней опорной поверхностью стойки и валиком и определяется искомая неперпендикулярность. Приспособление используется в технологическом процессе сборки вала игловодителя на заводе "Агат".
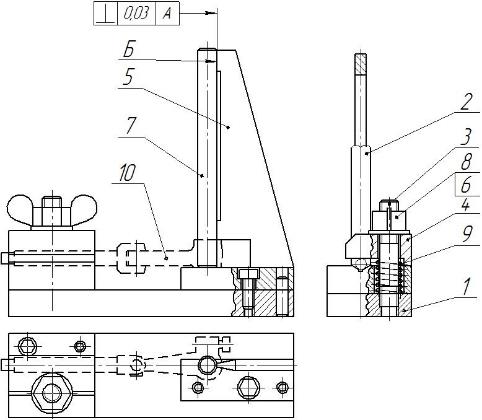
Рис. 4.7. Приспособление для контроля перпендикулярности отверстия рычага относительно цилиндрического хвостовика вала игловодителя после их сборки.
Дата добавления: 2016-01-03; просмотров: 1923;