Корпуса приспособлений
Корпус представляет собой элемент, объединяющий в единую конструкцию отдельные части приспособления. Корпус воспринимает все силы, действующие на заготовку в процессе ее закрепления и обработки, и поэтому должен обладать достаточной прочностью, жесткостью и виброустойчивостью.
Приспособление влияет на образование погрешности обработки допусками монтажных размеров, определяющих взаимное расположение установочных элементов и основной базы приспособления, а также установочных элементов и элементов для направления и определения положения инструментов. Основная база приспособления – это всегда совокупность поверхностей корпуса, используемых для правильной ориентации его относительно станка (например, торец и цилиндрическая заточка в корпусе токарного патрона для установки его на шпиндель или планшайбу станка). Установочные элементы для направления и определения положения инструментов в большинстве случаев также устанавливают на корпусе, для чего последний должен иметь соответствующие базы. Очевидно, что назначенная при проектировании и достигнутая при изготовлении точность размеров, определяющих взаимное положение на корпусе указанных трех групп баз, играет важнейшую роль в образовании величины погрешности обработки.
Рассмотрим пример. На рис. 2.79 приведена схема сверлильного приспособления для окончательной обработки отверстия диаметром d в корпусной детали. Положение обрабатываемого отверстия задано размерами А и α (рис. 2.79, а). Точность заданных размеров достигается в технологических размерных цепях А и α технологической системы, описывающих ее статическое состояние. В этих цепях звенья А2 и α2 являются размерами корпуса приспособления. Эти размеры определяют положение отверстия под кондукторную втулку относительно торца отверстия под установочный палец (рис. 2.79, б). Однако этих двух размеров корпуса приспособления недостаточно для обеспечения нормальных условий достижения точности размеров А и α на заготовке. Для нормальной работы развертки необходимо обеспечить параллельность ее оси относительно оси отверстия кондукторной втулки. Отклонение от параллельности не должно превышать величину α4, обусловленную характером посадки между разверткой и отверстием втулки и длиной направляющего отверстия. Непараллельность α4 = γΔ является замыкающим звеном технологической цепи γ, в которую составляющим звеном входят неперпендикулярность γ2 оси отверстия под кондукторную втулку к плоскости основания корпуса (основная база приспособления).
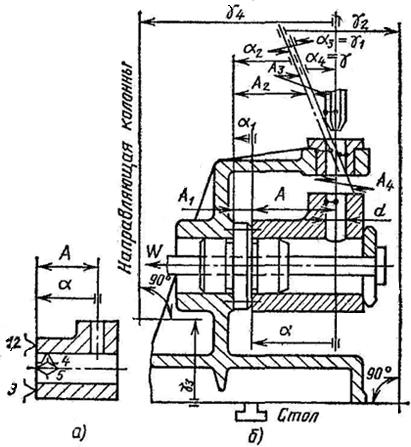
Рис. 2.79. Схема сверлильного приспособления с размерным анализом
В решении задач обеспечения точности размеров А и α корпус приспособления участвует размерами А2, α2 И γ2 (рис. 2.80, а). Однако, такая простановка размеров неудобна с точки зрения технологии обработки корпуса. Ни торец отверстия под установочный палец, ни ось отверстия под кондукторную втулку не могут служить направляющими технологическими базами для получения α2 γ2 как с точки зрения точности базирования, так и с точки зрения удобства установки корпуса при обработке. Удобной установочной технологической базой будет служить плоскость основания корпуса, поэтому правильнее на корпусе задать размеры А2, γ2 и φ (рис. 2.80, б), что позволит вести обработку корпуса по принципу единой базы.
Рассмотренный пример показывает, насколько важно на этапе проектирования корпуса приспособления не только выявить участвующие в образовании погрешности обработки размеры, но и разработать наиболее целесообразную систему простановки размеров с точки зрения технологии его изготовления.
Конфигурация и размеры основной базы корпуса обусловлены необходимостью обеспечить возможно большую устойчивость приспособления на станке и установку его на станок без выверки. Устойчивость приспособления обеспечивается прерывистостью основной базы, в результате чего локализуются в определенных пределах места контакта ее с установочными поверхностями станка. Например, у корпуса сверлильного приспособления на рис. 2.80 (а-г) во всех вариантах его изготовления основная база выполнена в виде плоскостей опорных лапок. При этом уменьшается влияние макрогеометрических погрешностей базовой плоскости корпуса и плоскости стола на устойчивость приспособления.
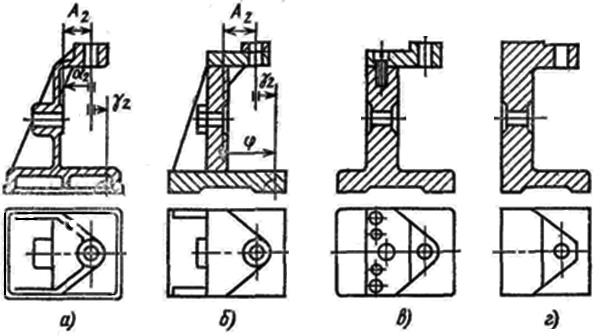
Рис. 2.80. Варианты изготовления корпуса кондуктора: а - литого; б -сварного; в - сборного; г - кованного (после снятия напусков и припусков)
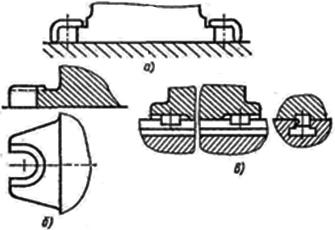
Для установки приспособления на станок без проверки конфигурации и размеры основной базы корпуса должны быть выполнены в соответствии с посадочными местами станков. Например, для токарных патронов основная база зависит от конструкции и размеров конца шпинделя. Для фрезерных приспособлений основной базой являются, как правило, опорные плоскости и шпонки или пальцы, входящие о T-образный паз стола и обеспечивающие параллельность оси приспособления по отношению к направлению подачи стола (рис. 2.81, в).
| Рис. 2.81. Варианты крепления корпуса приспособления |

| Рис. 2.82. Корпус приспособления с отводом СОЖ и стружки |
Приспособление на столе станка обычно крепят болтами, заводимыми в Т-образные пазы стола. В условиях серийного производства при частой смене приспособлений на станке это крепление должно быть удобным и быстровыполнимым. На рис. 2.81, а, б приведены два варианта крепления приспособления на столе. В варианте рис. 2.81, а корпус имеет полочки, по которым приспособление крепят прихватом. В варианте рис. 2.81, б крепление приспособления более удобно, но для этого при конструировании корпуса необходимо предусмотреть литые ушки для крепежных болтов.
Важным вопросом при конструировании корпуса является обеспечение удобной очистки от стружки и отвода СОЖ. Для этого необходимо избегать углублений и труднодоступных мест, а такжe предусматривать специальные наклонные плоскости (рис. 2.82).
Угол α наклона плоскостей рекомендуется делать равным 40º - при необработанных (литых) поверхностях корпуса, 35º - при обработанных, При работе с СОЖ в зависимости от ее количества и вязкости эти углы могут быть увеличены до 50º или уменьшены до 25-30º.
Важнейшим требованием к корпусу является простота и возможно более низкая стоимость его изготовления. Конструктивные формы корпусов многообразны. Корпусы могут быть выполнены в виде прямо·. угольной плиты, планшайбы, угольника, тавра, корыта и др.
Заготовки для корпусов можно получать литьем, сваркой, ковкой, резкой из сортового материала, а также сборкой из отдельных элементов. Литьем изготовляют корпуса крупных размеров и сложной конфигурации, при этом можно получить заготовки минимальными по массе, но с большой жесткостью, и требующие минимальной механической обработки. Однако сроки их изготовления получаются длительными. Литые заготовки изготовляют из чугуна СЧ12-28, СЧ15-32. В отдельных случаях используют легкие сплавы на алюминиевой основе или магниевые. Сваркой также можно получить корпусы сложной конфигурации. Они могут быть изготовлены быстрее и дешевле, но уступают литым по внешнему виду. Кроме того, сварка вызывает деформацию корпуса, а возникающие в результате этих деформаций внутренние напряжения влияют на точность приспособления. Для сварных конструкций используют хорошо свариваемые стали марки СтЗ, Сталь 25. Ковкой и резкой сортового материала получают корпуса небольших размеров простой конфигурации. Сборные корпуса позволяют использовать заготовки простейших форм, но при этом возрастает объем механической обработки и снижается жесткость (за счет дополнительных стыков).
При любом способе изготовления корпуса его обрабатываемые поверхности стремятся сделать выступающими над необрабатываемыми для уменьшения объема и упрощения механической обработки.
На рис. 2.80 приведены варианты конструктивного оформления корпуса сверлильного приспособления, схема которого приведена на рис. 2.79, в зависимости от способа его изготовления.
Большое значение для снижения стоимости изготовления приспособления и сокращения сроков его изготовления имеет стандартизация корпусов и их заготовок.
Из-за широкого конструктивного разнообразия корпусов их чрезвычайно трудно стандартизовать, это возможно только в ограниченных пределах (например, корпуса скальчатых кондукторов). Гораздо больший эффект дает стандартизация заготовок корпусов. Из единой стандартной заготовки можно путем съема «лишнего» металла получить достаточно большое число корпусов различных форм. Снижение стоимости корпуса при изготовлении из стандартной заготовки достигается резким уменьшением стоимости последней при возможном относительно небольшом увеличении объема механической обработки.
Конструктивно более сложные корпусы можно изготовлять из стандартных элементов путем сборки. Сами элементы достаточно широко стандартизованы. Комплектом ГОСТов стандартизовано 18 типов (260 типоразмеров) элементов корпусов, из которых можно собрать наиболее часто встречающиеся корпуса фрезерных и сверлильных приспособлений для деталей размерами до 400 × 400 × 700 мм.
Таким образом, при проектировании корпус приспособления для достижения наименьшей его стоимости должен «вписаться» В стандартную заготовку или должна существовать возможность сборки корпуса приспособлений из минимального числа стандартных элементов.
Дата добавления: 2016-01-03; просмотров: 1643;