Классификация элементов приспособлений для определения положения и направления инструментов
Как отмечалось ранее, любое приспособление состоит из элементов, имеющих определенное функциональное назначение. Помимо установочных, зажимных элементов, а также приводов, большинство станочных приспособлений, кроме предназначенных для станков с ЧПУ, оснащены элементами для определения положения и направления инструментов.
Эти элементы можно разделить на три группы:
1) для быстрой установки инструментов на размер - шаблоны, установы;
2) для определения положения и направления осевого инструмента – кондукторные втулки;
3) для определения траектории относительного движения инструмента и заготовки – копиры.
Применением этих элементов в приспособлениях достигают повышения точности размеров в партии обработанных деталей и производительности труда на операции.
2.6.2. Шаблоны и установы
При наладке и подналадке установка инструментов на рабочий наладочный размер с помощью пробных стружек и промеров занимает много времени. Для ускорения наладки станков и повышения ее точности в конструкцию приспособления вводят специальные элементы, определяющие положение инструментов, соответствующее рабочему наладочному размеру. Такими элементами являются шаблоны и установы.
Применение шаблонов типично для токарных работ, а установов – для фрезерных. Повышение производительности труда достигается в этом случае за счет сокращения времени на техническое обслуживание tтex.об в норме времени на операцию.
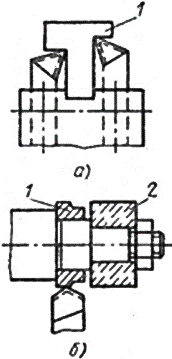
На рис. 2.74, а дан пример установки двух подрезных резцов по шаблону 1. Такой шаблон может быть съемным или откидным, шарнирно закрепленным. При настройке шаблон ставят в рабочее положение, а после закрепления резцов снимают или откидывают в нерабочее положение. Другим примером шаблона для установки резца может служить установочное кольцо 1 (рис. 2.74, б), которое надевается на оправку вместе с обрабатываемой деталью 2. Резцы подводят до соприкосновения с шаблоном (кольцом).
Широкое распространение в конструкциях фрезерных приспособлений получили установы для наладки фрез на размер. Конструкции установов и их расположение на корпусах приспособлений должны обеспечивать возможность быстрой и точной ориентации обрабатываемой детали относительно фрезы.
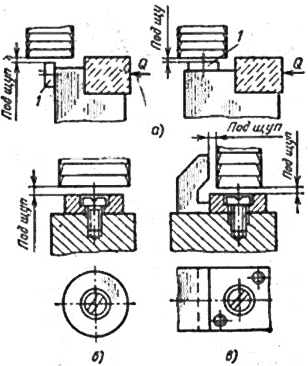
Установы помещаются на приспособлении так, чтобы они не мешали при установке и обработке детали, но, в то же время, чтобы к ним был свободный доступ инструмента (рис. 2.75, а). Различают высотные и угловые установы.
Высотные служат для правильного расположения детали относительно фрезы по высоте; угловые — и по высоте, и в боковом направлении.
На рис. 2.75 показаны конструкции установов: для установки фрезы в одном направлении (рис. 2.75, б); для установки фрезы в двух направлениях (рис. 2.75, в) (например, при фрезеровании шпоночного паза нужно выставить инструмент на размер по глубине паза и соосно с заготовкой). Установы выполняются в виде различных по форме пластин, призм и угольников, прикрепленных на корпусе приспособлений. Между инструментом и рабочей поверхностью установа в процессе наладки вводится стальной закаленный щуп, который должен плотно, но без защемления входить в зазор. Непосредственное соприкосновение фрезы с установом недопустимо во избежание его повреждения как в момент наладки, так и при обработке заготовок.
| 
|
| Рис. 2.74. Шаблоны для токарных станков | Рис. 2.75.Установы фрезерных приспособлений |
Высотные круглые установы выполняются по ГОСТ 13443-89; высотные прямоугольные установы — по ГОСТ 13444-83; угловые установы — по ГОСТ 13445-76. Торцевые угловые установы изготавливаются из стали У7А ГОСТ 1435-74 с закалкой до 55-60 HRCэ или стали 20Х ГОСТ 4543-71 с цементацией и закалкой до 55-60 HRCэ. Плоские щупы изготавливаются по ГОСТ 8925-68, стандартная толщина — 1, 3, 5 мм. Цилиндрические щупы изготавливаются по ГОСТ 8926-68, стандартные диаметры — 3 и 5 мм. Материал щупов — сталь У7А ГОСТ 1435-74, 55-60 HRCэ.
Дата добавления: 2016-01-03; просмотров: 1707;