Выбор и заточка вольфрамовых электродов
Вольфрамовые электроды бывают разных размеров и состава.

Вольфрамовые электроды
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
| Тип вольфрамового электрода, состав, маркировка | Характеристика |
| Вольфрамовые электроды без специальных добавок Вольфрама не менее 99,5%, остальное примеси WP (зеленый) | Чистый вольфрам характеризуется очень высокой энергией, необходимой для выхода электрона из атома, вследствие чего зажигать дугу сложнее, чем с легированными электродами. Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать. |
| Вольфрамовые электроды легированные оксидом тория 1,8-2,2% ThO2 WT-20* (красный) | Долгое время торированные электроды были наиболее часто используемыми, и поэтому превратились в стандарт, который используется для сравнения других вольфрамовых электродов. Однако, поскольку торий является радиоактивным, многие пользователи перешли к другим альтернативам (когда они появились). Торий не вредит здоровью находясь в электроде, но опасна пыль, образующаяся при заточке, которая может попасть в легкие или открытые раны. Торий выделяется в воздух и при сварке, но в значительно меньшем количестве. Поэтому следует принимать меры предосторожности при заточке и сварке. Несмотря на эти проблемы, торированные электроды по-прежнему часто используются. Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току. Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током. |
| Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 WC-20* (серый) | Эти электроды особенно хороши для сварки постоянным током с низкой силой тока, потому что они очень легко зажигают дугу и, как правило, не могут работать при таких же высоких токах как торированные электроды. Хороши для коротких циклов сварки. В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током. |
| Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 WL-20* (синий) | Имеют низкую энергию выхода электрона и самую низкую температуру на кончике, что способствует увеличению срока службы.Если не перегружать электрод по току, он может прослужить дольше, чем торированный электрод. Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током. |
| Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 WZ-8 (белый) | Этот материал является наиболее часто используемым при сварке переменным током, потому что имеет более стабильную дугу, чем чистый вольфрам. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током. |
| Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 WY-20* (темно-синий) | Стойко выдерживают большие токи не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током. |
| Другие варианты | Существуют и другие, менее распространенные электроды, например со смесью различных оксидов. |
* - цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
| Металл | Толщина металла, мм | Диаметр электрода, мм |
| Цветные металлы | 1,6 | |
| 5-6 | ||
| 7 и более | ||
| Углеродистые, конструкционные и нержавеющие стали, жаропрочные сплавы | 0,5 | |
| 1,6 | ||
| 5 и более |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
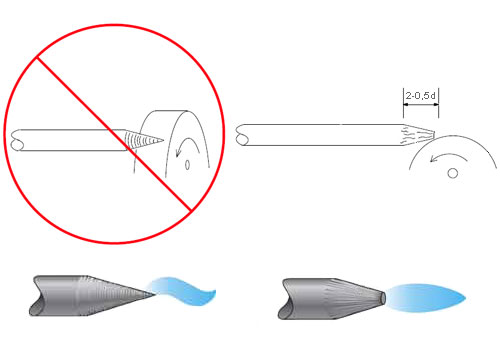
Заточка вольфрамового электрода
Дата добавления: 2015-12-29; просмотров: 1749;