Т24: Дефекты сварочных швов
| а) Внешние: | |
| -формы шва (неполномерность, чрезмерное усиление) (1) | |

| результат низкой квалификации сварщика (НКС), - плохой подготовки кромок, - неправильный выбор св.тока, - скорость сварки |
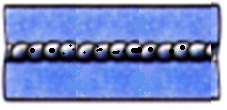
| - непровар (2) | |

| местное несплавление основного и наплавленного ме. - результат НКС - плохой подготовки кромок - смещению эл. к одной из кромок - скорость сварки несоответствующая |
| - подрезы (3) | |

| углубление в основном ме вдоль св.шва - результат большого тока и удлиненной дуги, - неправильное положение эл. |
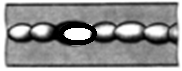
| - незаплавленные кратеры (4) | |

| места отрыва эл. в окончании св.шва |
| - наружные поры (5) | |
| видимые поры - образуются в следствии попадания в металл шва вредных газов из воздуха - плохая зачистка деталей перед сваркой |
| - наплывы (6) | |

| натекание расплавленного металла на не разогретый основной металл - результат НКС, недоброкачественных электродов, несоответствие скорости сварки сварочному току, неверная разделка свариваемых кромок |
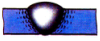
| - прожоги (7) | |
| сквозное отверстие в металле шва - большой сварочный ток, тонкий металл, неравномерный зазор |
| - наружные трещины (8) | |

| видимые трещины - резкий перепад температур - несоблюдение технологического процесса |
| б) Внутренние | |
| – внутренние поры (9) | |

| газообразные образования внутри шва - образуются в следствии попадания в металл шва вредных газов из воздуха - плохая зачистка деталей перед сваркой |
| - неметаллические включения (10) включение окислов и других неметаллических химических соединений - плохая зачистка деталей перед сваркой - некачественные электроды | |
| - внутренние трещины (11) | |

| горячие - возникающие во время кристаллизации под действием растягивающих напряжений холодные - от неравномерного нагрева - являются наиболее опасными |
| - пережег металла (12) | |
| - снижение качества шва - большой сварочный ток |
Методы устранения дефектов
Удаляется абразивным инструментом, либо пневмозубилом:
- черезмерное усиление швов
Завариваются:
- неполномерность швов, подрезы и прожоги.
Разделываются абразивным инструментом или пневмозубилом с последующей заваркой:
- неметаллические включения, поры, непровар, вн. трещины, кратеры,
Засверливаются по краям, для предупреждения дальнейшего расхождения, разделываются и после завариваются:
- единичные трещины.
Полностью вырезаются с наложением заплаты и обвариваются по контуру:
- сетка трещин.
Дата добавления: 2015-12-29; просмотров: 1152;