Выполнение TIG сварки
Непосредственно перед выполнением сварки, свариваемые поверхности очищаются от загрязнений, ржавчины и поверхностной оксидной пленки, до блеска. Затем обезжириваются ацетоном, уайт-спиритом или другим растворителем.

Механическая очистка поверхности перед сваркой
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 10-70 | 10-15 | |
| 1,6 | 40-130 | 30-90 |
| 65-160 | 50-100 | |
| 140-180 | 100-160 | |
| 250-340 | 140-220 | |
| 300-400 | 200-280 | |
| 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
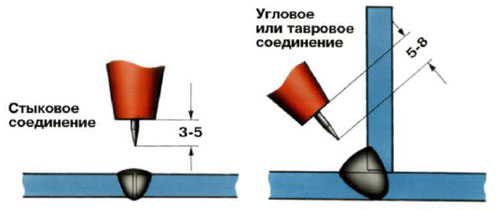
Вылет кончика электрода
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
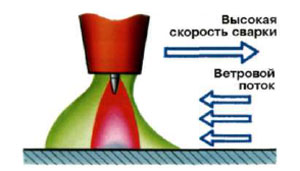
Нарушение газовой защиты
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение - вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
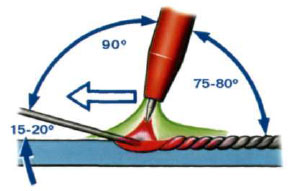
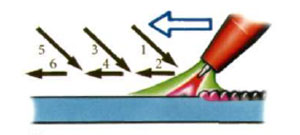
Положение горелки и присадочного прутка при TIG сварке
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому - круглая или овальная.
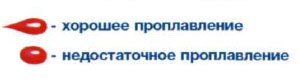
Форма сварочной ванны
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом - под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
Движения присадочного прутка
Дата добавления: 2015-12-29; просмотров: 1560;