Литье в оболочковые формы
Заготовки получают отливкой в тонкостенных формах - оболочках, изготовленных из высокопрочных песчано-смоляных смесей. Толщина оболочки для мелкого литья составляет 8... 10 мм, для среднего - 12... 15 мм. Форма состоит из двух оболочковых полуформ соединенных с помощью склеивания, скоб или струбцин. Отливки имеют на 40... 50 % меньше припуски на механическую обработку, чем в песчано-глинистых формах. Сокращаются операции на обрубочно-очистные работы. Способ применяется для изготовления отливок из черных и цветных сплавов массой до 200 кг, с максимальными размерами до 950 мм. Наиболее эффективно применение изготовления таким образом отливок массой 5... 15 кг в условиях крупносерийного и массового производства. Материалом для изготовления оболочек служат смоляные смеси горячего отверждения. В качестве связующего компонента применяется фенолформальдегидная смола с добавками уротропина. Такая смола при температуре 70... 80 °С размягчается, при 100... 120 °С - плавится, превращаясь в клейкую жидкость, а при дальнейшем нагреве до 200... 250 °С смола необратимо застывает, обеспечивая высокую прочность оболочковой формы.
На рис. 2.4 показана схема технологического процесса получения оболочковой формы.
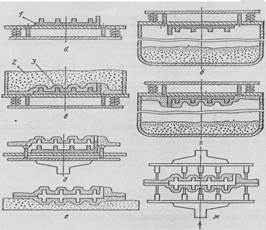
Рис, 2.4. Схема технологического процесса изготовления оболочковой формы: 1 - модуль; 2 - смесь; 3 - оболочка;
Технология изготовления оболочковых форм заключается в следующем. Металлическую подмодельную плиту и модель нагревают до 200... 250 °С, и покрывают разделительным составом, который предотвращает прилипание формовочной смеси и облегчает снятие оболочки. Затем засыпают формовочную смесь. Смола быстро плавится и затвердевает и за 10... 20 сек. образуется полутвердая оболочка толщиной 10... 15 мм. Затем модельную плиту с оболочкой нагревают до 300... 350 °С в течение 1... 3 мин. для окончательного затвердевания смолы. Готовую полуформу снимают с модельной плиты при помощи выталкивателей ( см. рис. 2.4). Для получения формы полуформы склеивают или соединяют другими способами.
Недостаток способа - ограничение размеров и массы отливок, а также выделение большого количества вредных газов и паров.
Дата добавления: 2015-12-26; просмотров: 902;