РЕЗЬБЫ ЦИЛИНДРИЧЕСКИЕ
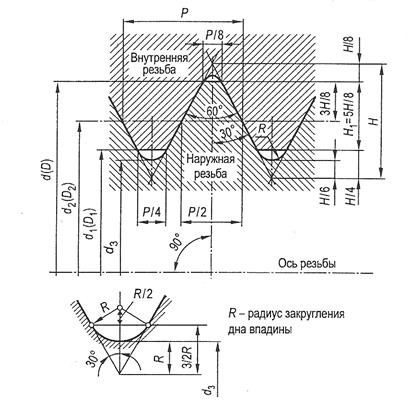
Метрическая резьба (рис. 5). Широко используется для большинства реьбовых соединений как крепежная, а также для точных винтовых пар измерительных инструментов. Все ее размеры измеряются в миллиметрах (отсюда ее название – метрическая). Имеет профиль в виде равностороннего треугольника (α=60º). Изготовляется по стандарту.
Вершины профиля наружной резьбы срезаны по прямой на расстоянии H/8, а вершины профиля внутренней резьбы – на расстоянии H/4 от вершин исходного треугольника резьбы.
Профиль впадин у наружной и внутренней резьбы не регламентируется, но у наружной резьбы предпочтительно закругление дна впадины радиусом R= H/6 ≈ 0,144P.
Высота исходного треугольника резьбы
Рабочая высота профиля

Так как основные размеры профиля метрической резьбы определяют в долях от шага P, то с изменением шага резьбы изменяются и размеры профиля по геометрическому подобию.
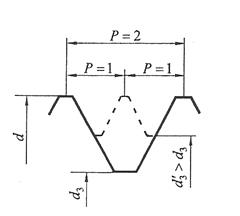
Стандартом предусмотрены метрические резьбы с различными шагами ( крупным и мелким) при одинаковом наружном диаметре d резьбы (рис. 5, б). Так, для резьбы М16 крупный шаг – 2 мм, мелкие шаги – 1,5; 1; 0,75; 0,5 мм. Меньшему шагу соответствует больший внутренний диаметр d3 .
Для крепежных деталей основной является резьба с крупным шагом. Статическая несущая способность этой резьбы выше, чем резьбы с мелким шагом. Она также менее чувствительная к изнашиванию и неточностям изготовления.
б
а
Рис.5. Метрическая цилиндрическая резьба [7]: а – элементы метрической резьбы (H≈ 0,866P; H1≈ 0,541P); б – резьба с крупным и мелким шагом
Резьбы с мелким шагом меньше ослабляют деталь и отличаются повышенным самоторможением (при малом шаге P угол подъема винтовой линии ψ мал). Области применения метрической резьбы с мелкими шагами: резьбовые соединения, подверженные действию переменных нагрузок (крепление колеса автомобиля, свечи зажигания ДВС); полые тонкостенные детали; регулировочные устройства (приборы, точная механика).
Следует отметить, что радиальные зазоры в соединении наружной и внутренней метрических резьб делают это соединение негерметичным.
Метрическую резьбу с крупным шагом обозначают буквой M и числом, выражающим наружный диаметр d резьбы в миллиметрах, например M16, а для метрической резьбы с мелкими шагами дополнительно указывают шаг в миллиметрах, например М16 × 1,5.
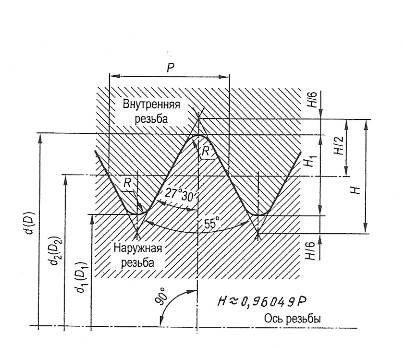
Трубная резьба (рис.6). Трубную цилиндрическую резьбу используют в цилиндрических резьбовых соединениях труб и арматуры трубопроводов, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой.
Трубная резьба имеет симметричный треугольный профиль с углом профиля α=55º. Закругленные вершины и впадины и отсутствие зазора по ним обеспечивают герметичность соединения.
Трубная цилиндрическая резьба стандартизована (ГОСТ 6357 – 81). По данному стандарту (а также по международному стандарту) обозначение трубной резьбы задают в дюймах (1 дюйм=25,44 мм) по внутреннему диаметру трубы с наружной резьбой ( от 1/16'' до 6''). В стандарте указывается число шагов z на длине 25,44 мм (от 28 до 11).
В указанном диапазоне внутреннего диаметра трубы шаг резьбы P= 0,907…2,309 мм, наружный диаметр (d=D) = 7,723…163,830 мм. Диаметры d2 (D2) и d1 (D1) в стандарте также указаны в мм. Таким образом, трубная цилиндрическая резьба – это резьба с мелким шагом.
 Деталь с внутренней трубной цилиндрической резьбой, используемая для соединения труб с наружной трубной цилиндрической резьбой, называется муфтой.
Деталь с внутренней трубной цилиндрической резьбой, используемая для соединения труб с наружной трубной цилиндрической резьбой, называется муфтой.
Рис.6. Трубная цилиндрическая резьба [7]
Трапецеидальная резьба (рис.7). Это основная резьба для механизмов, передающих усилие в обоих направлениях (ходовые винты, винты суппортов станков и др.). Она имеет профиль симметричной трапеции с углом профиля α=30º . Характеризуется меньшими потерями на трение, чем треугольная резьба, удобна в изготовлении и более прочна, чем прямоугольная резьба.
Трапецеидальная резьба стандартизована в диапазоне номинальных диаметров d=8…640 мм. Изготовляется однозаходной и многозаходной. Предусмотрена возможность применения резьб с мелкими, средними и крупными шагами.
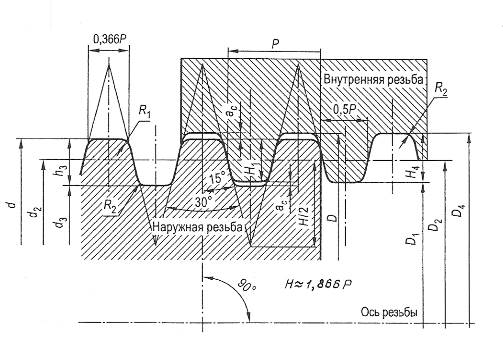
Рис.7. Трапецеидальная резьба [7]: H1=0,5P; d2= D2=d – H1=d – 0,5Р; d3=d - 2h3 ;
h3=H4=0,5Р+ас; D1=d – 2Н1=d - P; D4=d+2ас
Упорная резьба (рис.8). Имеет профиль неравнобочной трапеции с углом α=27º . Для возможности изготовления резьбы фрезерованием и повышения КПД рабочая сторона профиля имеет угол наклона 3º (резьба с углом наклона профиля 0º неудобна в изготовлении). Угол наклона нерабочей стороны 30º . Предусмотрен значительный радиус R закругления впадины, что повышает сопротивление усталости винта. Резьба стандартизована. Используется в передаче винт – гайка при больших односторонних осевых нагрузках (винты прессов, домкратов, нажимные устройства прокатных станов, резьбовые хвостовики грузовых крюков и т.д). Изготовляется однозаходной и многозаходной.
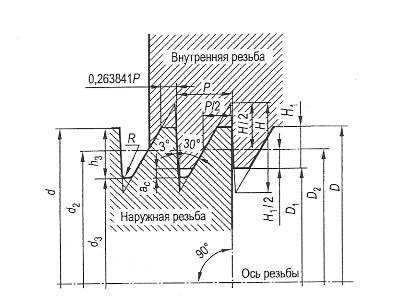
Рис.8. Упорная резьба [7]: H=1,587911P; H1=0,75P; ac= 0,117767P; h3= H1+ ac=0,867767P;
R=0,124271P
Прямоугольная резьба (рис.9). Ранее широко применялась в передаче винт-гайка. В настоящее время не стандартизована и почти вытеснена трапецеидальной резьбой, как более технологичной.
Профиль прямоугольной резьбы – квадрат. Изготовляют ее резцами на токарно-винторезные станках. Этот способ имеет низкую производительность. Изготовить данную резьбу более производительным способом на резьбофрезерных станках невозможно, так как для образования чистой поверхности резьбы у фрезы должны быть режущими не только передние, но и боковые грани [1].
Круглая резьба(рис.10). Профиль резьбы состоит из дуг, сопряженных короткими прямыми линиями. Угол профиля α=30º . Резьба стандартизирована. Применяется для винтов, подверженным большим динамическим напряжениям, а также часто завинчиваемых и отвинчиваемых в загрязненной среде (вагонные стяжки, пожарная арматура). Большие радиусы закруглений исключают значительную концентрацию напряжений. Загрязняющие частицы, попадающие в круглую резьбу, выжимаются в ее радиальные зазоры.
Технологична при изготовлении отливкой, накаткой и выдавливанием на тонкостенных металлических и пластмассовых деталях.
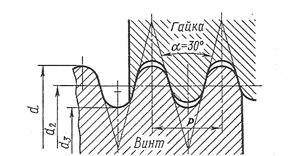
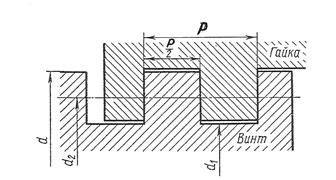
Рис.9. Прямоугольная цилиндрическая резьба Рис.10. Круглая цилиндрическая резьба
РЕЗЬБЫ КОНИЧЕСКИЕ
Профили и размеры конических резьб представлены на рис.11…13. Конические резьбы обеспечивают непроницаемость без специальных уплотнений. Их применяют для соединения труб, установки пробок, масленок и т.п. Отсутствие радиальных зазоров в резьбе и плотное прилегание профилей по вершинам обеспечивают герметичность соединения. Эти резьбы обеспечивают быстрое завинчивание и отвинчивание.
Стандартизованы три конические резьбы с конусностью 1:16 [2tg(φ/2) = 1:16 и угол конуса φ = 3º 34' 48''; φ/2 – угол наклона] – метрическая с углом профиля 60º (рис.11); трубная с углом профиля 55º (рис.12) и дюймовая с углом профиля 60º (рис.13).
Все эти резьбы допускают свинчивание с внутренними цилиндрическими резьбами (рис.14), и поэтому их нарезают с биссектрисой угла профиля, перпендикулярной оси резьбы.
За наружный диаметр (или D) конической резьбы принимают диаметр в основной плоскости (см. рис. 15), равный наружному диаметру цилиндрической трубной резьбы (ГОСТ 6357 – 81) того же размера [7]. Шаг конической резьбы измеряют вдоль оси резьбы.
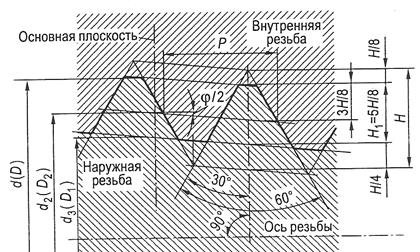
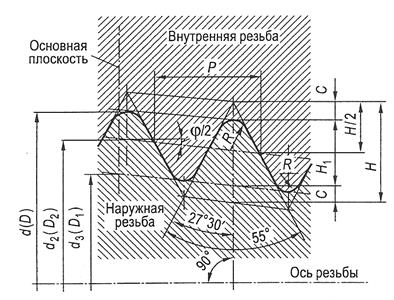 Рис.11. Метрическая коническая резьба [7]
Рис.11. Метрическая коническая резьба [7]
Рис.12. Трубная коническая резьба
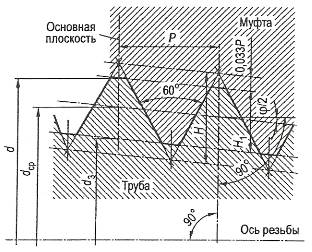
Рис. 13. Дюймовая коническая резьба [7]
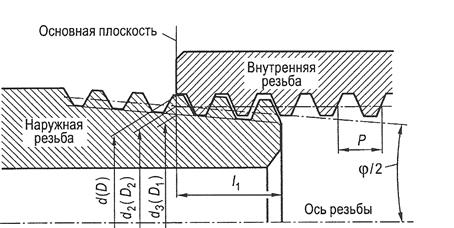
Рис.14. Соединение наружной конической резьбы с внутренней цилиндрической резьбой [7]
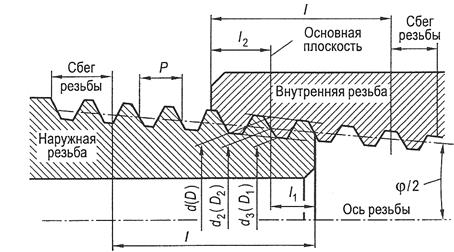
Рис.15. Расположение основной плоскости в соединении конических резьб [7]
Дата добавления: 2015-12-16; просмотров: 7010;