Методы обработки резьбы
Наружную и внутреннюю резьбу можно получить, вырезая профиль резьбы режущим инструментом, или накатывая его накатным.
При нарезании резьбы резцом применяют токарные или резьбонарезные станки.
Резьбонарезной резец повторяет профиль впадины резьбы. Полный профиль впадины резьбы получается за несколько проходов резца. Заготовка вращается с частотой n, а резец перемещается с подачей S, равный шагу резьбы Р (рис. 6.14). Недостаток - низкая производительность.
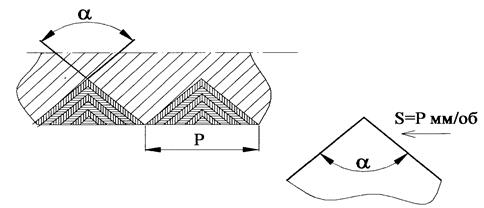
Рис.6.14. Нарезание резьбы
Пути повышения производительности - применение, где это возможно, многопрофильных резцов (гребенок), которые позволяют за один проход получать полный профиль резьбы.
Нарезание резьбы гребенчатыми резьбовыми фрезами позволяет повысить производительность операции за счет большого количества режущих кромок.
Наружную цилиндрическую резьбу часто нарезают плашками.
Шлифование резьбы производится на резьбошлифовальных станках специальными резьбошлифовальными кругами.
Накатывание резьбы производится методом пластического деформирования без снятия стружки (рис. 6.15). Преимущества: высокая производительность и упрочнение поверхностного слоя резьбы.
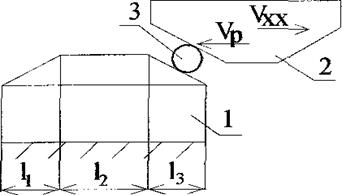
Рис.6.15. Накатывание резьбы
l 1 - заборная часть, l 2 - калибрующая часть, l 3 - сбрасывающая часть
1 и 2 - плашки, имеющие плоскую «резьбу», 3 - заготовка, на которой накатывается резьба.
Плашки располагаются строго параллельно друг другу, а витки резьбы смещаются относительно друг друга на 0,5 шага.
Резьба в отверстиях нарезается: метчиками (порядка 90% всех деталей с резьбами); резцами на токарных станках; резьбофрезерными гребенчатыми фрезами; протягивается; накатывается.
Дата добавления: 2015-12-22; просмотров: 1803;