ТЕМА № 10 Технологические смазки
 Снизить износ инструмента позволяет применение технологических смазок, которые уменьшают трение скольжения, облегчают заполнение полости инструмента, создают разделительную прослойку, препятствующую местному охватыванию деформируемого металла с инструментом, сокращают потерю тепла заготовкой и снижают нагрев инструмента. Обычно смазки состоят из носителя (вода, минеральные масла, растительные иживотные жиры и т. д.), активной составляющей (графит, соль, стекло, алюминиевая пудра, дисульфид молибдена и т. д.) и наполнителя (графит, тальк, мел, слюда, глина и т. д.), Рис.14 Формы капель смазки на поверхности инструмент-заготовка
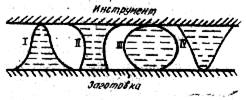
Снизить износ инструмента позволяет применение технологических смазок, которые уменьшают трение скольжения, облегчают заполнение полости инструмента, создают разделительную прослойку, препятствующую местному охватыванию деформируемого металла с инструментом, сокращают потерю тепла заготовкой и снижают нагрев инструмента. Обычно смазки состоят из носителя (вода, минеральные масла, растительные иживотные жиры и т. д.), активной составляющей (графит, соль, стекло, алюминиевая пудра, дисульфид молибдена и т. д.) и наполнителя (графит, тальк, мел, слюда, глина и т. д.), Рис.14 Формы капель смазки на поверхности инструмент-заготовка
|
|
|
|
|
Если смазка предназначена для инструмента, то ее капля должна приобретать форму IV (рисунок 16) или II, что свидетельствует о том, что смазка не склонна к выдавливанию и переходу на деформируемый металл. Формы капли I и III в этом отношении неудовлетворительны. При нанесении смазки на заготовку капля должна приобретать форму I и II. Форма капли III свидетельствует о неограниченной способности к выдавливанию.
При горячей штамповке наиболее распространенными являются водно-графитовые и графитомасляные смазки. Графит в виде суспензии находится в носителе — воде, масле или летучих растворителях. Иногда к графито-масляной смазке для увеличения ее эффективности добавляют активные составляющие (дисульфид молибдена, соль, смолу и т. д.), что придает ей стабильность и повышенный температурный предел работоспособности. При температуре штампов ниже 400° С в качестве смазки успешно используют суспензию коллоидального дисульфида, молибдена в воде, масле. Вместо графита также используют суспензию талька и слюды в масле (индустриальном, цилиндровом).
Для создания разделительной прослойки между инструментом и заготовкой, когда требуется защита от окисления и термическая изоляция, применяют свинцовые белила, порошок алюминия и стекла.
При холодной штамповке смазка должна быть поверхностно активной, чтобы противостоять выжиманию при больших контактных давлениях. Чем тоньше заготовка, тем более тонким должен быть слой смазки. При штамповке углеродистых и легированных сталей в качестве смазки используют фосфатные покрытия; для нержавеющих сталей и никелевых сплавов — оксалатные покрытия; для титановых и циркониевых сплавов — фторидно-фосфатные покрытия. В совокупности с фосфатными, оксалатными и фторидно-фосфатными покрытиями часто используют мыло. Мыльные смазки используют и при выдавливании цветных- металлов. При штамповке цветных металлов часто используют масла и жиры, такие как ланолин и сульфидированный жир. В качестве активных присадок можно использовать синтетические моющие средства.
При волочении труб в качестве смазки применяют мазут, вапор, минеральные масла. Для улучшения смазочной способности минеральных масел к ним добавляют растительные и животные жиры, жирные кислоты, синтетические воски, смолы и другие присадки.
При прессовании применяют смазки на основе графита, вапора, дисульфида молибдена, свинцового сурика, серы, слюды, талька, солей стеариновой кислоты.
При прокатке основным типом смазок являются эмульсии (водномасляные смеси), являющиеся одновременно смазывающими и охлаждающими жидкостями.
Более подробное описание состава, применения и подачи технологических смазок дано в работах [38], [43].
Дата добавления: 2015-12-10; просмотров: 1424;