Режимы прессования некоторых термопластов
| Материал | Удельное давление, МПа | Температура, оС | |||||
| заго-товки | прессформы | прессо-вания | |||||
| загрузка | съем изделия | ||||||
| Кристаллизующиеся термопласты | |||||||
| Поли-этилен | низкой плотн. | 0,5-20 | 80-90 | 100-110 | 40-50 | 120-140 | |
| высокой плот | 5-10 | 120-130 | 130-140 | 40-50 | 160-180 | ||
| Полипропилен | 7,5-12,5 | 130-140 | 150-170 | 170-180 | |||
| Фторлон-3 | 30-50 | - | - | 100-120 | 220-260 | ||
| Фторлон-40 | 30-50 | - | - | 90-100 | 270-290 | ||
| Аморфные термопласты | |||||||
| Поли- стирол | блочный | 35-40 | 100-120 | 120-130 | 50-70 | 135-150 | |
| эмульсионный | 20-25 | - | 130-140 | 40-50 | 140-165 | ||
| Полиметилметакрилат | 25-30 | - | 140-160 | 30-50 | 170-190 | ||
| Винипласт | 1-7 | - | 120-130 | 50-60 | 170-180 | ||
Кроме компрессионного и литьевого прессования, при переработке термопластов, особенно нетермостабильных, применяют метод ударного прессования. Предварительно разогретый материал загружают в холодную или слегка нагретую форму, которая замыкается в течение долей секунды. При ударном прессовании материал заполняет формующую полость прессформы вследствие химического течения. Для изготовления листов и блоков чаще применяют вальцованные или каландрованные пленки или полотна, которые формуют на этажных прессах в ограничительных рамках или между полированными прокладочными металлическими листами. Прессование идет без химических реакций и выделения летучих продуктов, поэтому не требует подпрессовок, а фиксация формы изделия происходит путем затвердевания расплава при охлаждении под давлением в форме, что снижает производительность процесса. Прессформы для термопластов имеют меньшие зазоры, чем для реактопластов, что предотвращает вытекание расплава из плоскости разъема формы, и снабжены каналами для выхода воздуха. Большое значение для обеспечения равномерности нагрева и охлаждения изделий имеет расположение нагревательных элементов и охлаждающих каналов.
При прессовании порошков и гранул термопластов монолитность и прозрачность изделий достигается только при определенных соотношениях между давлением и температурой процесса, лежащих в пределах области истинной пропрессованности (рис.2.44). Указанная область ограничена кривой, нижняя ветвь которой характеризует течение материала, а верхняя – снижение текучести из-за возрастания жёсткости макромолекул при высоких давлениях. Точка перегиба кривой соответствует температуре текучести (Тт) материала, а наклон её ветвей зависит от факторов, влияющих на текучесть. Изделия, отпрессованные в интервале температур между Тт и Тс, мутнеют и при нагревании выше Тс растрескиваются под влиянием внутренних напряжений, которые накапливаются во время прессования и не успевают отрелаксировать из-за малой подвижности макромолекул. Во избежание преждевременного оплавления поверхностных слоёв при прессовании материала и для уменьшения термических напряжений в готовом изделии процессы нагревания и охлаждения прессформы должны быть медленными.
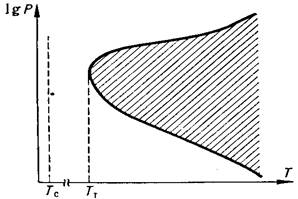
Рис.2.44. Зависимость логарифма давления от температуры
при прессовании термопластов (область истинной пропрессованности заштрихована).
Дата добавления: 2015-10-29; просмотров: 1522;