И качество измерений
Приемочный контроль
Условия выборочного контроля наиболее адекватно отражает гипергеометрический закон распределения, рассмотренный выше. Два других закона используются для упрощенных оценок.
Решение о качестве партии изделий, принимаемой в результате выборочного контроля, требует определения объема выборки п при заданных уровне дефектности q и так называемом браковочном числе Аc..
С позиции теории, такое решение относят к решениям минимизирующим риск, и оно требует нахождения оперативной характеристики, которая определяется следующим образом:
где F(q) — вероятность приемки партии изделий, среди которых доля дефектных изделий составляет q,
Ас — приемочное число (допустимое число дефектных изделий в выборке и);
Р(п, z) — вероятности появления в выборке бракованных изделий, когда z последовательно принимает значения от 0 до Ас.
Иными словами это кумулятивная вероятность и ее можно определить по формуле:
 =Р(60,0)+Р(60,1)+Р(60,2)+…Р(60,20),
=Р(60,0)+Р(60,1)+Р(60,2)+…Р(60,20),
где n для примера принято равным 60, a z заранее неизвестно и принято в диапазоне 0—20.
Оперативную характеристику можно представить в виде графика F(q)=f(q%), зафиксировав значение n, при заданных значениях Ас и N.
Например, используя гипергеометрический закон распределения при q от нуля до 10, при N = 1200; п = 100 и Ас = 3 получим:

где N=1200 — объем партии;
N = q ´ N — объем дефектных деталей в партии. Результаты расчетов приведены в табл. 13.1. Полученная оперативная характеристика контроля показана на рис 13.1.
Таблица 13.1
Оперативная характеристика плана приемочного контроля
| Доля дефектных изделий в партии q (в %) | |||||||||||
| Вероятность приемки F(q) | 1,0 | 0,98 | 0,86 | 0,65 | 0,43 | 0,25 | 0,15 | 0,08 | 0,04 | 0,02 | 0,01 |
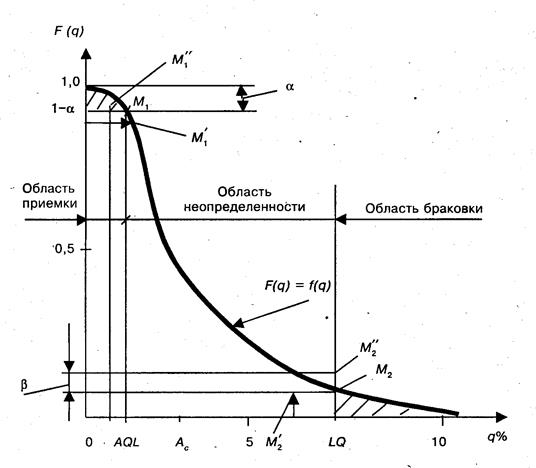
Рис. 13.1. Оперативная характеристика плана приемочного контроля
На рис. 13.1 показаны: a — риск поставщика; b — риск заказчика; AQL — приемочный уровень дефектности (accept— принимать; quality — качество; level — уровень); LQ — браковочный уровень дефектности.
На кривой F(q) = f(q) совпадение заданных AQL и (1 — a ) точке М1 и LQ и b в точке M2 маловероятно, что и показано на рисунке. Другими словами кривая F(q) =f(q) должна быть согласована с величинами AQL, a, LQ и b.
Покажем процедуру использования оперативной характеристики плана приемочного контроля на численном примере.
Пример.Поставщик (изготовитель) и заказчик (потребитель) договорились, что AQL = 2 %, a = 0,05, LQ = 5 % и b = 0,05. Объем; партии большой, поэтому можно использовать распределение Пуассона. Необходимо построить оперативную характеристику и план контроля.
По горизонтальной оси отложим значения AQL и LQ, а по вертикальной оси (1 — a) и b. Оперативная характеристика плана приемочного контроля приведена на рис. 13.2.
При построении графика через точки M1 и M2 нужно провести расчетную оперативную характеристику, для чего следует совместно решить систему уравнений:
Первое уравнение выражает риск поставщика, второе — риск заказчика.
В системе два уравнения и две неизвестные величины — п и Ас.
Запишем вероятность приема партии F(n;Ас;q=0,02)=0,95 и вероятность ее браковки F(n; Ac; q = 0,05) = 0,05, используя распределение Пуассона:
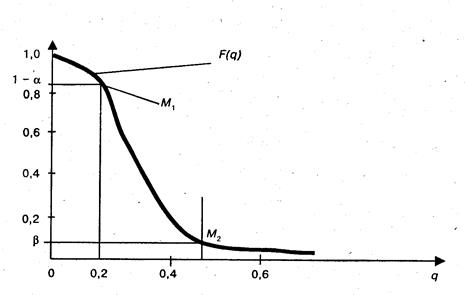
Рис. 13.2. Оперативная характеристика плана приемочного контроля на основе распределения Пуассона
Прямого решения этой системы нет, так как она трансцендентна, и ее нужно решать либо с помощью компьютера, либо с помощью таблиц функций F(q) =f(q). Учитывая, что
 , a=0,05, b=0,05,
, a=0,05, b=0,05,
и решая систему, получим:
Ас=12 и  =7,69.
=7,69.
Из партии необходимо выбирать  изделий.
изделий.
Если среди 400 изделий окажется менее 12 дефектных, то она принимается, если более 12 дефектных, то она бракуется. При этом 5% партий может ошибочно браковаться и столько же может быть принято по ошибке.
Рассмотрим тенденции изменения вида функции F(q) при изменении величин n, Ас:
1. Допустим, что Ас / п = const, но п и Ас увеличиваются (рис. 13.3а). Кривая при этом увеличивает свою крутизну и в пределе, когда п = N, выборочный контроль перейдет в сплошной и AQL = LQ.
2. Пусть при n = const, Ac - увеличивается (рис. 13.3б)
3. Если при n=const, АС увеличивается (Рис. 13.3в), то контроль становится менее жестким.
4. АС = const; n увеличивается (рис. 13.3г), контроль ужесточается.
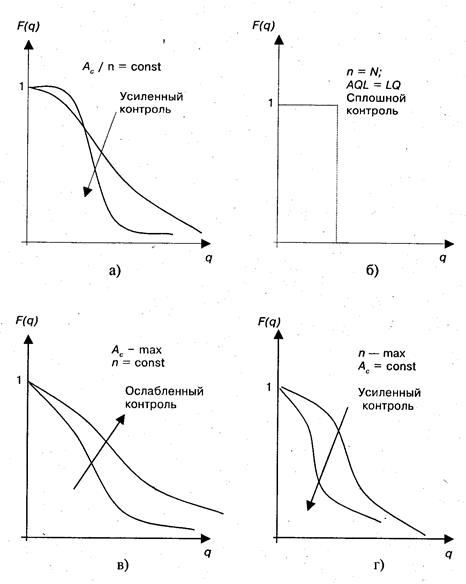
Рис. 13.3. Типичные оперативные характеристики планов приемочного контроля
Качество измерений
Напомним, что в соответствии с положениями теоретической метрологии измерение может выполняться с использованием шкалы порядка (уровней), шкалы интервалов и шкалы отношений.
Во втором и третьем случаях результат измерения является случайной величиной и может записываться выражением:
 , или
, или  ,
,
где X — показание средства измерения;
Q — поправка.
Величина Х характеризует правильность показаний, а поправка — точность измерений. По этим параметрам измерительная техника разделяется на классы точности в соответствии с допускаемой погрешностью измерений.
Приведенная погрешность измеряется в процентах от верхнего предела измерений, относительная погрешность — от результата самого показания.
Используется ряд классов точности, в том числе: 0.1, 0.2, 0.5, 1.0, 1.5, 2.5, 4.0. Характеристикой класса является относительная погрешность, указываемая в процентах: 0.1, 0.5, 4.0.
Правильность результата измерения обеспечивается совпадением среднего значения измерений со значением измеряемой величины.
Значение X— величина случайная, поправка 0 не является случайной, она характеризирует относительную погрешность измерения.
На рис. 13.4 показано распределение плотности вероятности при точных измерениях (1) и менее точных (2).
Р(х)
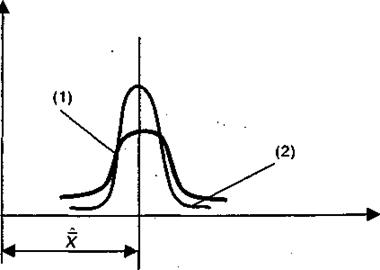
Рис. 13.4. Распределение плотности вероятности при двух классах точности измерений
Если значение поправки с течением времени не меняется, то при многократном измерении постоянного размера одним и тем же средством измерений (в одинаковых условиях) получим:
 ,
,
где  — средний арифметический результат измерений;
— средний арифметический результат измерений;
n — количество измерений;
 — среднее значение показания при измерении;
— среднее значение показания при измерении;
Q — значение поправки;
Q = const.
Это выражение показывает, что точность многократного измерения выше, но правильность такая же, как и при однократном измерении.
Пример.При метрологической аттестации вольтметра в нормальных условиях выполнено 100 измерений образцового напряжения в различных точках шкалы. Установлено, что распределение вероятности с дисперсией Su2 напряжение равно 1,5В. Смещение среднеарифметического значения в сторону меньших значений с вероятностью 0,95 достигает 0,3В. Необходимо сравнить качество однократных и многократных измерений.
Решение примера.Из результатов аттестации следует, что в показания вольтметра нужно вносить поправку QU = +0,ЗВ.
Стандартная ошибка (среднеквадратичное отклонение) составляет:
 = 1,22В.
= 1,22В.
Если показания вольтметра U = 20В, то результат измерения можно записать в виде:
U = (20 + 0,3)±t´Su= 20,3±2,1 ´ 1,22 = 20,3±2,56 В.
Результат измерения: U= 17,74 ... 22,86 В
Точность многократного измерения выше, и соответствующие показатели качества измерения при девяти отсчетах составят:
QU= +0,3 В и  = 0,406 В.
= 0,406 В.
Допустим, вольтметр дал девять показаний: 20; 21; 20,5; 21; 20,5; 21,5; 20,5; 20,5; 21,2. Тогда = 20,74.
Результат измерения можно записать следующим образом:
U = (20,74 - 03) ± t ´ 0,406 = 20,04 ± 0852 В,
U= 20,188 ...21,892.
Погрешность составляет - 4% (D = 0,852 от 21,04).
При одновременном измерении одного и того же размера (параметра) разными средствами нужно верно квалифицировать исходную информацию.
Допустим, что точность и правильность однократных измерений отдельными средствами измерений неизвестны, но в паспортных данных приборов приводится значение поправки, которую нужно внести в показание. Результат измерения Q = X+Qможно рассматривать как сумму двух случайных величин:
 ,
,
где m — число измерений.
Если X и Q подчиняются нормальному закону распределения, то точность и правильность определяют с использованием формул:
 ,
,
В рассматриваемом случае поправка (рассматривается как случайная величина). Такая процедура называется рандомизацией. Приведенные формулы показывают, что рандомизация результата измерения одного и того же параметра улучшается и по точности и по правильности.
Пример.В табл. 13.2 приведены числовые значения Xi одиннадцати измерений одного и того же параметра разными средствами измерений. Даны поправки Qi,заимствованные из паспортных данных. Вычислим средние значения измеренного параметра и поправок приборов:
 ,
, 
После этого определим, в каких пределах находится измеряемое значение и каковы показатели качества результата измерения.
Таблица 13.2
Дата добавления: 2015-10-13; просмотров: 1039;