Особенности разработки КЭМ деталей в заготовительно-штамповоч-ном производстве
Торцевые обрезы профилей вычисляются по нормали к поверхности детали. Допускается торцевой обрез профиля одной плоскостью, если отклонение от перпендикулярного обреза не превышает 0,3 мм по краю профиля (рис. 14.3).
| 0,3 |
| 0,3 |
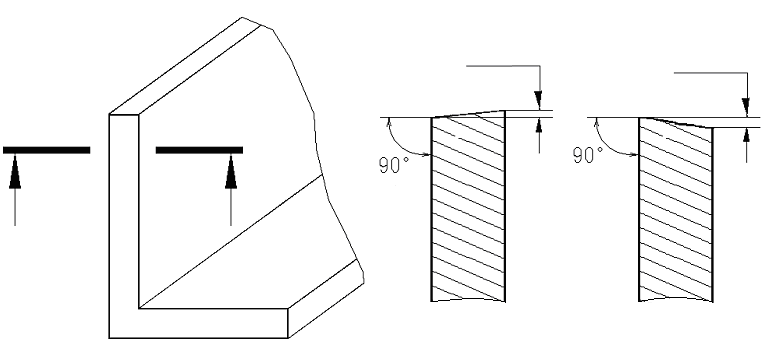
Рис. 14.3. Допуск на отклонение от перпендикулярности при выполнении торцевого
обреза профиля.
При выполнении КЭМ деталей с подсечками расстояние от торца детали, под которую делается подсечка, до начала подсечки, при отсутствии информации в чертеже и в технических условиях на изготовление, сборку и приемку деталей, узлов и агрегатов планера как правило составляет: для листовых деталей – 1,5 мм, для прессованных профилей – 2 мм (рис. 14.4).

Рис. 14.4. Выполнение подсечки а) без радиусов сбега; б) с радиусами сбега:
h – глубина подсечки, L – длина сбега подсечки, r – радиус сбега
При моделировании прессованных профилей с малкой более 7° (открытой или закрытой) учитывается перелом полки профиля у основания детали и соответствующее смещение полки профиля (рис. 14.5).
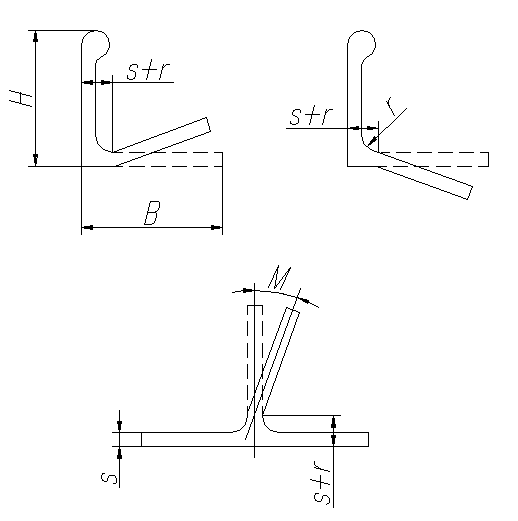
Рис. 14.5. Выполнение малкованного профиля: В – длина малкованной полки; Н – длина второй полки; М – угол малки (больше 7°); s – толщина полки; r – радиус.
При моделировании деталей, изготавливаемых химическим фрезерованием, в КЭМ детали указываются граница химического фрезерования по чертежу и граница химического фрезерования с учетом фактора травления (рис. 14.6).
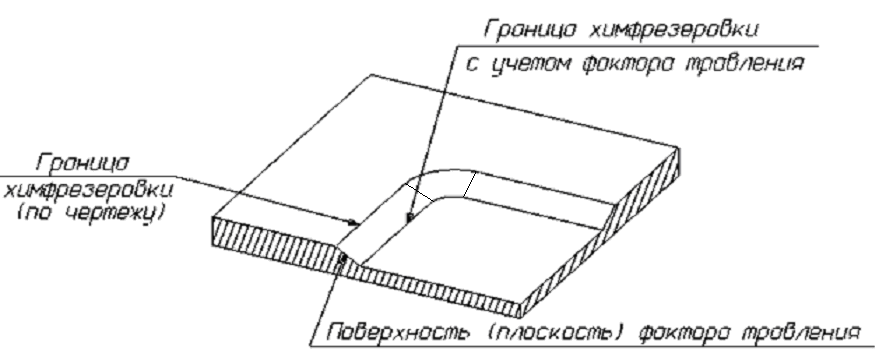
Рис. 14.6. Выполнение химического фрезерования в КЭМ.
Если в чертеже задан диапазон допустимых значений фактора травления, то он рассчитывается по формуле:
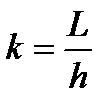 ,
,
где L – длина травления,
h – глубина травления.
Поверхность фактора травления k может выполняться вписанным радиусом  с соблюдением размеров «h» и «L» (рис. 14.7) или фаской (рис. 14.8).
с соблюдением размеров «h» и «L» (рис. 14.7) или фаской (рис. 14.8).
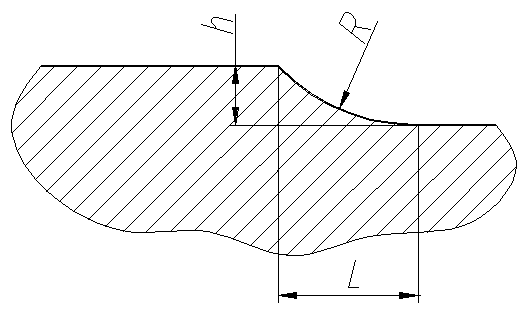
Рис. 14.7. Вариант выполнения химического фрезерования с радиусом.
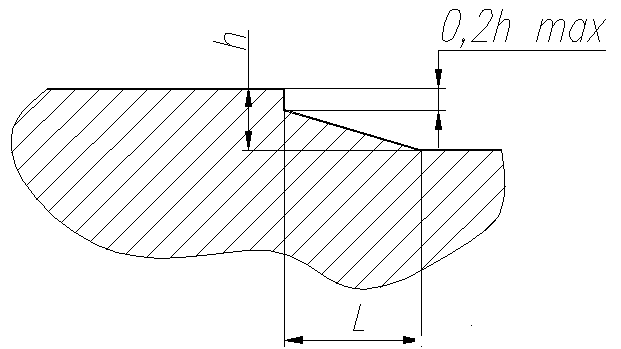
Рис. 14.8. Вариант выполнения химического фрезерования фаской.
Дата добавления: 2015-09-29; просмотров: 2491;