Общие сведения. а) классификация методов обработки металлов давлением.
а) классификация методов обработки металлов давлением.
При обработке металлов давлением полуфабрикаты и изделия получают пластическим деформированием исходной заготовки без
снятия стружки.
В ОМД относят:
- прокатку;
- волочение;
- прессование;
- ковку;
- штамповку.
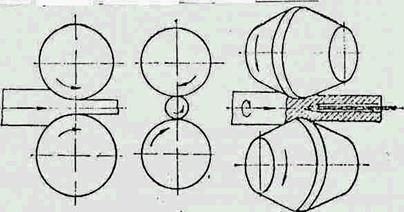
Прокатка - наиболее распространенный вид ОМД. Основные способы прокатки: продольная, поперечная, винтовая (рис. 18.1).
 |
а б в
Рис. 18.1. Основные виды прокатки: а – продольная; б – поперечная; в – винтовая
При продольной прокатке заготовка под действием сил трения втягивается в зазор между валками, вращающимися в различных направлениях (рис. 18.1,а). Почти 90 % всего проката производится продольной прокаткой, в том числе весь листовой и профильный прокат, при поперечной (рис. 18.1,б) и винтовой (рис. 18.1,в) прокатке заготовка деформируется валками, вращающимися в одну сторону. Поперечную прокатку используют для получения периодических профилей, а винтовую - для получения пустотелых трубных заготовок.
Производство проката разделяют на две стадии: получение полуфабриката (блюмы, слябы, заготовки) из слитка; получение готовых изделий из полуфабрикатов.
При прессовании металл выдавливается из замкнутой полости через отверстие, получая пруток или трубу с профилем, соответствующим сечению отверстия инструмента.
Рис. 18.2. Прессование
Рис. 18.3. Волочение
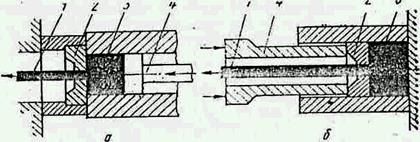 Волочение - протягивание заготовок через постепенно сужающееся отверстие волоки. Волочение применяют в основном в холодном состоянии.
Волочение - протягивание заготовок через постепенно сужающееся отверстие волоки. Волочение применяют в основном в холодном состоянии.
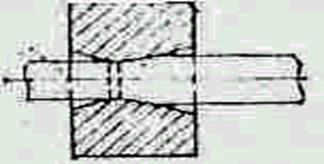 Волочением получают профили весьма точных размеров (до 2-го класса точности) и формы: тонкую проволоку (d= 5-10 мм), тонкостенные трубы, фасонные профили и др.
Волочением получают профили весьма точных размеров (до 2-го класса точности) и формы: тонкую проволоку (d= 5-10 мм), тонкостенные трубы, фасонные профили и др.
Кузнечный способ включает свободную ковку, горячую и холодную штамповку.
При ковке металл между плоскими бойками свободно течет в стороны.
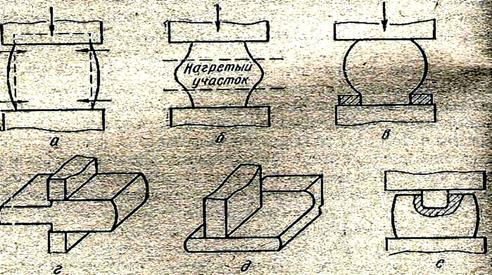
Рис. 18.4. Операции свободной ковки: а – осадка; б,в – высадки; г – протяжка; д – прошивка
При штамповке течение металла ограничено стенками рабочей полости штампа и происходит по заданным направлениям. Форма и размеры штампа определяют конфигурацию изготовляемой поковки.
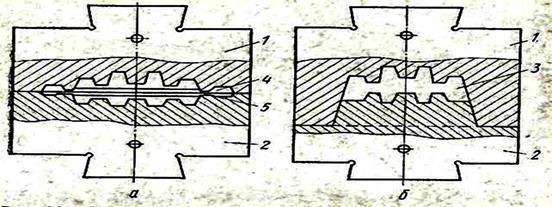
Рис. 18.5. Штамповка в открытом (а) и закрытом (б) штампах: 1 – верхняя половина штампа; 2 – нижняя половина штампа; 3 – конфигурация поковки; 4 – магазин; 5 – мостик
Цеха, в которых преобладает свободная ковка, называются кузнечными цехами.
Цеха, в которых преобладает горячая штамповка, называются кузнечно-штамповочными цехами.
б) Назначение и классификация механического оборудования.
Прокатный стан - машина для обработки металлов давления на валках.
Оборудование кузнечных цехов: _ молоты (пневматические, фрикционные, паровоздушные), гидравлические прессы, кривошипные машины (коленчатые, кулачковые и др.), ротационные машины.
Дата добавления: 2015-09-18; просмотров: 946;