Статистичне регулювання технологічних процесів
Статистичне регулювання технологічного процесу – це коректування значень параметрів технологічного процесу за результатами вибіркової перевірки контрольованих параметрів, що здійснюється для технологічного забезпечення, яке вимагає рівень якості продукції.
За попереднім аналізом технологічного процесу визначають величини s і m0, що знають як можна визначити ймовірну частку дефектної продукції Р0. Частку дефектної продукції визначають, припустивши ймовірність значення випадкової величини х за межами допуску ТН – ТВ:
 (5.5)
(5.5)
де Ф(х) – функція нормального розподілу.
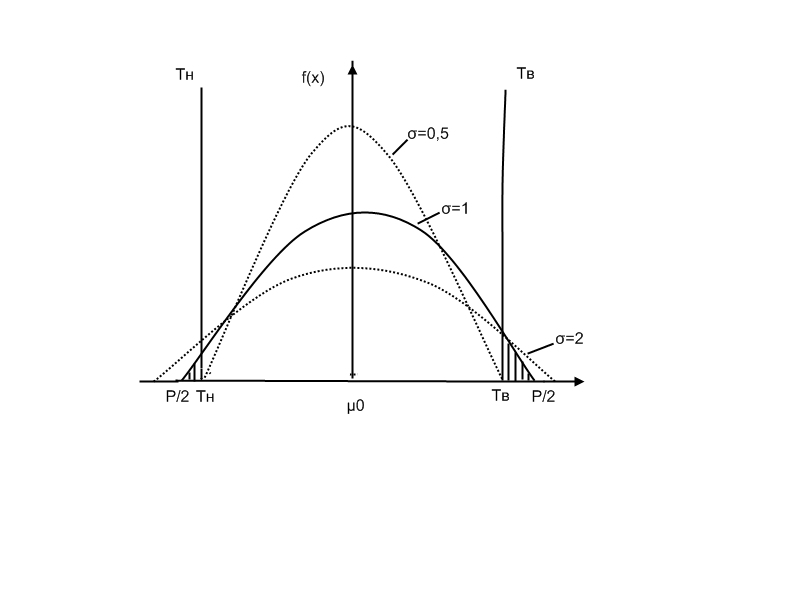
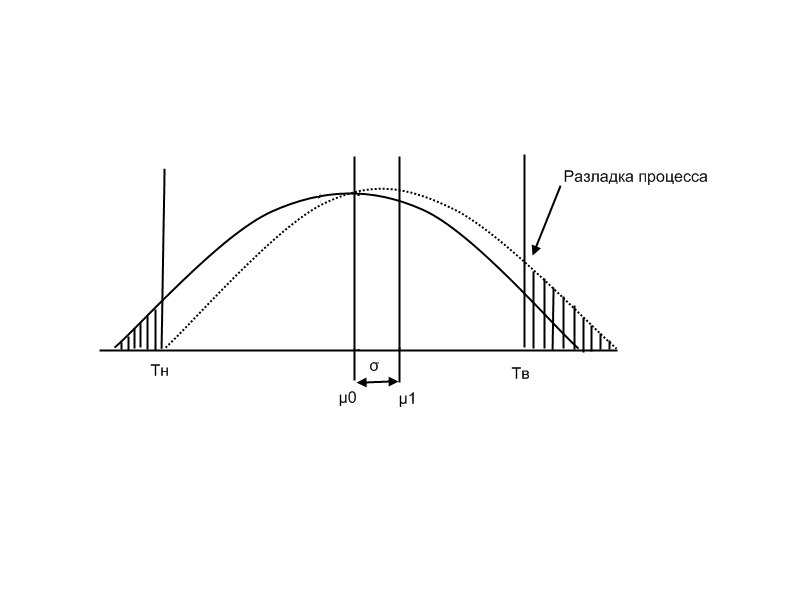
З формули (5.5) виходить: зі збільшенням поля допуску зростає частка придатної продукції, а з підвищенням s зростає частка дефектної продукції Р (рис. 5.3). Окрім того, чим більше відхилення m1 від m0 за незмінного s, тим менша частка придатної продукції (рис. 5.4).
| Рисунок 5.3 – Крива щільності нормального розподілу при різних значеннях s |
При відхиленні m від заданого значення m0, а також при збільшенні середнього квадратичного відхилення s збільшується частка дефектної продукції Р, що свідчить про розлад технологічного процесу.
Оцінка точності і стабільності процесу здійснюється на етапі попередньої його оцінки. Основне завдання – підтвердити на основі отриманих результатів, що процес статистично стабільний, або привести його у даний стан. Тому пізніше цикл Демінга трансформувався у цикл MAIC [measure (виміряй)–analyze (аналізуй)–improve (поліпшуй)–control (управляй)].
Значення «сигми» показує, як часто можуть виникати дефекти. Чим більше сигми, тем менш ймовірно, що виникне дефект, тим вища надійність продукту, нижча потреба у випробуваннях і контролі, менші витрати і час виробничого циклу, більше задоволеність споживача.
| Розлад процесу |
| Рисунок 5.4 – Зміна частки дефектної продукції (заштрихована ділянка) при розладі процесу |
Поліпшення при великих сигмах має місце навіть незважаючи на передбачуване для типового технологічного процесу можливе відхилення від звичайної центровки приблизно на 1,5 від стандартного відхилення у будь-який момент часу.
Новий підхід виробників світового класу припускає значення змінюваності параметрів якості, що дорівнює шести сигмам. Мета – зійснювати усі процеси таким чином, щоб для будь-яких параметрів індекс відтворюваності СР ³ 2 [так СР > 1,33 – означає, що процес є відтворюваний].
Дата добавления: 2015-11-18; просмотров: 916;