Примеры определения размеров обработки при шлифовании
| Вид шлифо-вания | Эскизы обработки. | Размеры обработки, мм | t, мм | sм, мм/мин | ||
| D | L | 2П | ||||
| На проход | 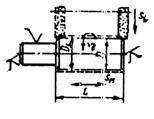
| D3 | l | D3 – D | |t|=|st| | sм |
| На проход | 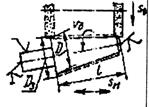
| D3 | ≈ l | D3 – D | |t|=|st | sм |
| На проход (до упора) | 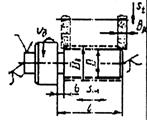
| D3 | 
| D3 – D | |t|=|st | sм |
| Врезное (с радиальной подачей) | 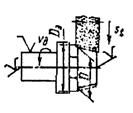
| D3 | П | D3 – D | |t|=|st | stnД |
| Торцом круга | 
| D | П | П | |t|=|st | stnД |
| На проход | 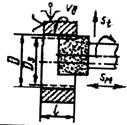
| D | l | D3 – D | |t|=|st | sм |
| Врезное (с радиальной подачей) | 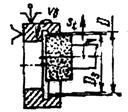
| D | П | D3 – D | |t|=|st | stnД |
| Торцом круга | 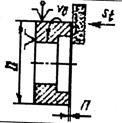
| D | П | П | |t|=|st | stnД |
| На проход | 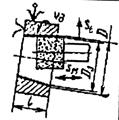
| D | ≈ l | D3 – D | |t|=|st | stnД |
2. Устанавливают режимы резания и корректируют их по паспорту станка. При нахождении режимов резания необходимо:
- при определении по нормативам скорости вращения или движения детали большие значения принимать при высоких требованиях к шероховатости обрабатываемой поверхности;
- учитывать, что скорость вращения шлифовальных кругов (скорость резания) постоянна для каждого типа станка и на величину основного времени влияния не оказывает.
3. Определяют мощность на шлифование по нормативам или формулам, проверяют выполнение условия бесприжогового шлифования, т.е. Np ≤ Nб. Мощность на резание при бесприжоговом шлифовании Nб = NудВк, где Nуд – удельная мощность на 1 мм ширины круга, принимаемая по нормативам в зависимости от твердости круга и скорости вращения или движения детали, кВт; Вк – ширина круга, мм.
Пример. Определить норму штучного времени на круглое наружное шлифование поверхности вала (рис. 6) с размерами D=52h7 мм, l=200 мм по методу продольной подачи. Параметр шероховатости обрабатываемой поверхности Ra=0,50 мкм.
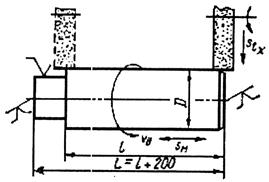
Рис. 6. Эскиз круглого шлифования
Материал – сталь ШХ15, закаленная до твердости HRC 58; диаметр заготовки – 52,4 мм; масса детали – 6,5 кг; операция – круглошлифовальная 040; установка детали в центрах с креплением хомутика.
Станок круглошлифовальный 3Б151 (NД=7 кВт; η=0,8). Шлифовальный круг ПП600×63×305 (по паспортным данным станка). По нормативам принимают характеристику шлифовального круга 22А16НС16К8. Производство крупносерийное.
Основное время выполнения каждого перехода:
1. Расчетные размеры обработки: D=52,4 мм; длина рабочего хода стола станка с деталью Lp.x= l =200 мм; припуск на диаметр 2П=52,4 – 52 = 0,4 (мм).
2. Частота вращения детали при обработке стали с HRC>50 и диаметре шлифования до 63 мм  =170 об/мин [11,13]. Так как по паспорту станка частота вращения регулируется бесступенчато в пределах 63…400 об/мин, то нормативное значение =170 об/мин осуществимо.
=170 об/мин [11,13]. Так как по паспорту станка частота вращения регулируется бесступенчато в пределах 63…400 об/мин, то нормативное значение =170 об/мин осуществимо.
3. Фактическая скорость вращения детали
 (м/мин) = 0,47 (м/с).
(м/мин) = 0,47 (м/с).
4. При частоте вращения детали =170 об/мин и ширине шлифовального круга Bк=63 мм продольная минутная подача sм=4720 мм/мин, поперечная подача  =0,005 мм/ход [11,13].
=0,005 мм/ход [11,13].
Поправочные коэффициенты на продольную подачу sм: для обеспечения параметра шероховатости обрабатываемой поверхности Ra=0,5 мкм  =0,77; при шлифовании детали цилиндрической формы
=0,77; при шлифовании детали цилиндрической формы  =1. Следовательно sм =4720 · = 4720 ·0,77·1=3634≈3600 (мм/мин).
=1. Следовательно sм =4720 · = 4720 ·0,77·1=3634≈3600 (мм/мин).
По паспорту станка продольная подача (скорость продольного хода стола) регулируется бесступенчато в пределах 0,1…6 м/мин (100…6000 мм/мин).
Поправочные коэффициенты на поперечную подачу [11,13]: для первой группы обрабатываемого материала и 7-го квалитета точности  =1,25; при величине пропуска 2П=0,4 мм
=1,25; при величине пропуска 2П=0,4 мм  =0,94 (интерполяция); при диаметре шлифовального круга 600 мм и скорости его вращения vк=35 м/с
=0,94 (интерполяция); при диаметре шлифовального круга 600 мм и скорости его вращения vк=35 м/с  =1; при ручной подаче и измерении микрометром
=1; при ручной подаче и измерении микрометром  =0.8; для детали, имеющей сплошную цилиндрическую поверхность, при ее жесткости, определяемой отношением LД:DД=400:52 ≈ 7,7, т.е. больше 7,
=0.8; для детали, имеющей сплошную цилиндрическую поверхность, при ее жесткости, определяемой отношением LД:DД=400:52 ≈ 7,7, т.е. больше 7,  =0,9; коэффициент, учитывающий жесткость станка 3Б1515 при его эксплуатации до 10 лет, Кж =1 [11,13].
=0,9; коэффициент, учитывающий жесткость станка 3Б1515 при его эксплуатации до 10 лет, Кж =1 [11,13].
С учетом поправочных коэффициентов поперечная подача =0,005· · · · · =0,005·1,25·0,94·1·0,8·0,9·1=0,0042 (мм/ход); принимают =0,005 мм/ход.
5. Мощность, затрачиваемая на резание, при обработке материала первой группы, диаметре шлифования до 70 мм, минутной подаче до 3950 мм/мин и поперечной подаче до 0,005 мм/ход Np=3 кВт [11,13]. Поправочный коэффициент на мощность при скорости круга vk=35 м/с, ширине круга Bк =63 мм и твердости C1 КN =1,16; тогда Np=3!!!=3·1,16=3,48 (кВт). При Np< Nшп принятые режимы обработки осуществимы (3,48<5,6).
6. Проверка выполнения условия бесприжогового шлифования. Удельная мощность при скорости вращения детали до 36 м/мин и твердости круга C1 Nуд =0,125 кВт/мм [11,13].
Мощность на резание для бесприжогового шлифования Nб = Nуд·Bк=0,125·63=7,87 (кВт). Условие бесприжогового шлифования (Np≤ Nб) выдержано (3,48<7,87),
После окончания расчетов необходимо составить таблицу. В качестве примера представлены режимы резания на токарную операцию №10 (табл. 9).
Таблица 9
Дата добавления: 2015-07-10; просмотров: 2359;