Межэлектродный зазор
Из последнего уравнения скорость анодного растворения и точность обработки тем выше, чем меньше величина МЭП, однако, с уменьшением МЭП усложняется его регулирование, возрастает сопротивление прокачки электролита, повышается вероятность пробоя МЭП, увеличивается газонаполнение электролита, что снижает скорость анодного растворения. Поэтому для небольших отверстий и полостей, а также при неподвижных электродах при разрезании заготовки МЭП равняется 0,1-0,3 мм. Для крупных полостей для точения и протягивания размер МЭМ равен 0,3-0,5 мм. Для струйного метода МЭП 1-15 мм. Применяют 3 способа регулирования МЭП:
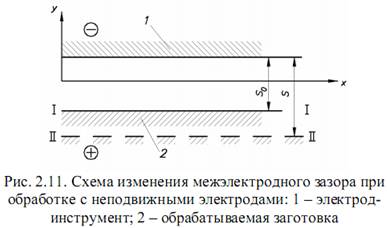
· При ЭХО с неподвижными электродами. Зазор постоянно возрастает, а скорость анодного растворения снижается, то есть процесс ЭХО не стационарный. Вначале процесса анодного растворения электрод-инструмент 1 (рис. 2.11) находится на расстоянии So относительно заготовки 2. Через некоторое время граница обрабатываемой поверхности I-I переместиться в положение II-II, а зазор увеличится на величину растворенного слоя. Ось х направлена по потоку электролита, а ось у перпендикулярна обрабатываемой поверхности. Тогда скорость анодного растворения

Время обработки: 
Величина бокового зазора в конце обработки: 
· ЭХО с постоянной скоростью подачи электрода-инструмента. Если выбранная скорость подачи электрода-инструмента меньше, чем скорость растворения металла, то зазор постепенно увеличивается, что приводит к снижению скорости удаления металла. Через некоторое время скорость подачи электрода-инструмента и скорость растворения материала заготовки выравнивается, и режим становится стационарным. С превышением скорости подачи электрода-инструмента над скоростью растворения металла также происходит саморегулирование зазора. Значение установившегося зазора Sy определяется как:

· Периодическое перемещение электрода-инструмента относительно заготовки. Через определенные промежутки времени отключают рабочий ток, подводят электрод-инструмент до контакта с заготовкой, отводят его на расчетное расстояние и снова включают рабочий ток. Между циклами подвода и отвода электрода-инструмента его оставляют неподвижным относительно заготовки. Время между циклами измеряется секундами, поэтому МЭП меняется не значительно, а режим принимают стационарным.
Припуск на обработку(рис. 2.12)

При пуск на заготовке 2 меняется в пределах ее допуска. При этом МЭП меняется от S1 до S2. Где зазор меньше, там скорость съема металла выше. С течением времени можно получить деталь с контуром по линии II-II, который повторяет профиль электрода-инструмента 1. Чем ближе контур I-I исходной заготовки к требуемому контуру II-II детали, тем меньше необходим минимальный припуск, который рассчитывают в зависимости от допуска на деталь и глубины анодного растворения металла:

у1 -- съем металла на участке с минимальным зазором.
При неподвижных плоских электродах:

Подставляя выражения для Sk можно записать:
Найдя значение y1 определяют припуск и корректируют чертеж детали с учетом обеспечения минимального припуска.
При обработке с не подвижными электродами и протягивании минимальный припуск равен 0,1-0,3 мм, для точения и шлифования – 0,1-0,5 мм.
Дата добавления: 2015-08-11; просмотров: 1837;