Технологические схемы ЭХО
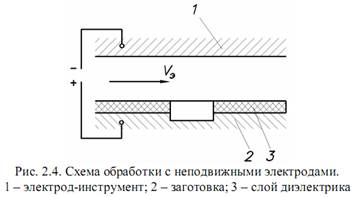
Обработка с неподвижными электродами (рис. 2.4). Так получают отверстия в листах, проводят маркирование, удаляют заусенцы, скругляют острые кромки. Требуемая форма углубления или отверстия получаются за счет нанесения на электроды слоя диэлектрика 3. При этой схеме электрод-инструмент 1 не перемещается к обрабатываемой поверхности. По мере снятия металла с заготовки 2 МЭП возрастает, а скорость Vэ электролита снижается. Процесс является не стационарным.
Прошивание полости углублений и отверстий (рис. 2.5.а).Электрод-инструмент 1 поступательно перемещается со скоростью Vи к заготовке 2. За счет системы регулирования зазора при обработке поддерживается постоянная величина МЭП равная S, то есть процесс стационарный. Через МЭП прокачивают электролит со скоростью Vэ. Такую схемы применяют для формирования рабочих полостей ковочных штампов, пресс-форм, для прошивания отверстий, пазов, для вырезания заготовок различного профиля. Разновидностью является струйный метод ЭХО (рис. 2.5.б). Электрод-инструмент состоит из тока-подвода 1, омываемого электролитом со скоростью Vэ. Токоподвод помещен в корпус 3 из диэлектрика. Струя электролита образует токопроводящий канал между токоподводом 1 и заготовкой 2. В зоне контакта струи жидкости и заготовки ее материал растворяется и образуется углубление. По мере его увеличения корпус 3 электрода-инструмента сближают с заготовкой 2. Так получают отверстие диаметром до 2 мм, а также вырезают контуры деталей сложной формы.

Точение наружных и внутренних поверхностей (рис. 2.6).Электрод-инструмент 1 выполняет роль резца, но не имеет механического контакта с заготовкой 2, а располагается на расстоянии S от нее. Может двигаться со скоростью Vи поперек оси вращения заготовки (рис. 2.6.а) и вдоль ее со скоростью V’и (рис. 2.6.б). Зазор S поддерживается диэлектрическими прокладками 3.

Протягивание наружных и внутренних поверхностей (рис. 2.7).Применяется в заготовках имеющих предварительно обработанные поверхности, по которым можно базировать электрод-инструмент 1, который устанавливают относительно заготовки 2 с помощью прокладок из диэлектрика 3. Электрохимическое протягивание выполняют при продольном перемещении (иногда с вращением) электрода-инструмента со скоростью Vи. Такая схема применяется для чистовой обработки отверстий, нарезания резьбы, шлицов и винтовых канавок.

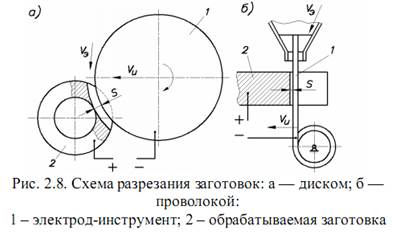
Разрезание заготовок (рис. 2.8).Вращающийся диск 1 (а) или проволоку 1 (б) подают к заготовке 2 со скоростью Vи сохраняя постоянным зазор S. Так выполняют пазы, щели, подрезают торцы не жестких деталей.
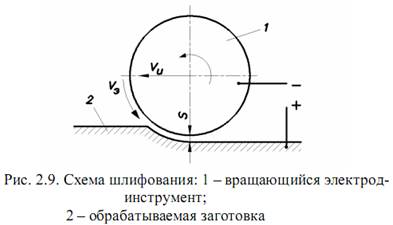
Шлифование (рис. 2.9).Вращающийся металлический электрод-инструмент 1 поступательно движется вдоль заготовки 2 со скоростью Vи. Электрохимическое шлифование применяется как окончательная операция при изготовлении пакетов пластин из магнито-мягких материалов, когда не допустимы механические воздействия, а также для финишной обработки деталей из вязких и прочных сплавов.
Дата добавления: 2015-08-11; просмотров: 2084;