Пассивация поверхности
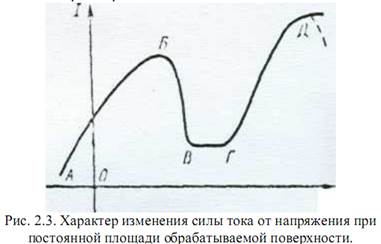
На рисунке 2.3 показана ВАХ при постоянной площади обработки. Участок а-б, где с увеличением напряжения сила тока увеличивается – это активная область, где происходит анодное растворение элементов сплава с низкой валентностью. Сила тока тут мала, что уменьшает скорость обработки. Поэтому при ЭХО эту зону не используют. На участке б-в с увеличением напряжения сила тока падает – наступает пассивация обрабатываемой поверхности, то есть образование на ней оксидной пленки с большим сопротивлением. С увеличением напряжения сила тока сначала не измена (участок в-г), а затем вновь возрастает (участок г-д)—область перепасивации. Рост силы тока вызван химическим превращением в пленке и ее разрушением при повышенных напряжениях. Сила тока здесь высокая, поэтому большая скорость растворения заготовки. Этот участок и используют для ЭХО. После точки Д может начаться новый спад силы тока, т.е. снова возникает пассивация. Дальнейшее увеличение напряжения приводит к пробою МЭП.
При ЭХО не ржавеющих сталей пассивация проявляется слабо. В отличии от титановых и вольфрамокобальтовых сплавов. Для устранения пассивации электродам сообщают ультразвуковые колебания.
Дата добавления: 2015-08-11; просмотров: 1315;