Технология изготовления цанг
Расчет режимов обработки ведут с расчетом отсутствия микротрещин. Обработку цанг с диаметром рабочего отвесртия более 1 мм выполняют так:
· прошивают центральное отверстие 1 (рис. 1.53.а)
· Через полученное отверстие пропускают проволоку 2 (рис. 1.53.б) и перемещают ее радиально до касания с образующей отверстия, затем с помощью специального приспособления цангу вращают, а проволоку подают по радиусу отверстия, выполняя электроэрозионное шлифование до нужного размера
· Прекращают вращение цанги и включают движение подачи детали вдоль оси паза 3 (рис. 1.53.в). Отключают напряжение и проволоку возвращают в центр отверстия, поворачивают цангу на 120° и прорезают следующий паз, аналогично получают третий паз. Это обеспечивает высокую соосность рабочего отверстия и посадочного диаметра по которому цанга устанавливается на станке, что обеспечивает точность обработки деталей по 6-8 квалитету.

Для цанг с диаметром рабочего отверстия менее 1 мм последовательность следующая:
· Проволоку 1 вводят в прорезанный в корпусе цанги паз 2 (рис. 1.54) до касания с твердосплавной вставкой 3. Затем проволоке придают поступательное движение в радиальном направлении к центру твердосплавной вставки 3 и выполняют прорезание. Когда оси проволоки и вставки 3 совпадут цангу начинают вращать вокруг оси, одновременно перемещая проволоку 1 от центра вставки 3 до получения отверстия нужного размера. Возвращают проволоку 1 в центр вставки 3 и прорезают следующий паз. Выключают напряжение, возвращают проволоку в центральное отверстие, поворачивают цангу на 120° и прорезают третий паз

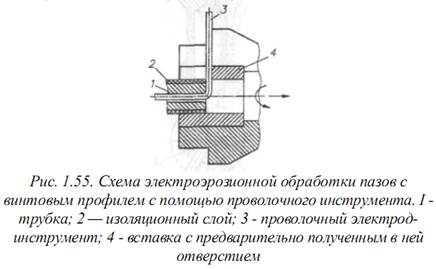
С помощью ЭЭО проволочным электродом получают пазы с винтовым профилем. Для этого проволока 3 (рис. 1.55) пропускается через трубку 1 с наружной изоляцией 2. Ее диаметр меньше чем отверстие во вставке 4. Проволочным электродом прорезают паз во вставке 4, при этом трубка 1 входит в внутрь отверстия вставки. Поступательно перемещая проволоку вдоль оси вставки и одновременно поворачивая цангу вокруг оси получают паз прорезанный у винтовой линии.
Дата добавления: 2015-08-11; просмотров: 1942;