Радиографические методы контроля.
При радиографических методах контроля информацию о сварочных дефектах получают просвечиванием ионизирующим излучением контролируемого изделия, отображающим видимое изображение на фотобумаге, фотопленке (пленочная радиография), а также на обычной бумаге, на которую переносится скрытое электроизображение, зафиксированное ранее на полупроводниковой пластине (электрорадиография).
В зависимости от вида излучения различают рентгенографию, гаммографию, бетатронную и нейтронную радиографию. Рентгенография обладает большой чувствительностью, этот способ обычно применяется в цеховых и лабораторных условиях. Гаммографию удобно применять для контроля качества сварных соединений в труднодоступных местах и монтажных условиях. Бетатронную радиографию применят для контроля больших толщин. Перечисленные радиографические методы позволяют обнаружить сварочные дефекты при толщине 1-500 мм.
Различают два основных метода регистрации дефектов сварки – прямой экспозиции и переноса изображения дефекта, получаемого просвечиванием изделия на радиографическую пленку. На пленке образуется скрытое изображение, которое становится видимым после обычной фото обработки. Разрешающая способность радиографических пленок достаточно высокая – 68 – 140 различимых линий на 1 мм. Для уменьшения времени экспозиции применят усиливающие экраны, обеспечивающие лучшее выявление дефектов. В качестве таких экранов используют пластины из фольги тяжелых металлов (свинца, олова, вольфрама), вследствие чего получают высокий коэффициент усиления. Усиливающее воздействие этих экранов определяется вторичными электродами, образующимися при прохождении через экран ионизирующего излучения.
Применяя метод переноса изображения, используют полупроводниковые пластины, на которых возникает при облучении скрытое изображение в виде электрических зарядов. Видимое изображение проявляется на обычной бумаге с помощью сухих или жидких красящих веществ. Этот метод получил название ксерорадиографии. Его преимущество – экспрессность и экономичность.
Сварные соединения просвечивают по схемам в соответствии с ГОСТами. Если сварной шов длинный, то его разбивают на участки, которые маркируют. Перед просвечиванием сварной шов очищают от шлака, масла. Наружные дефекты устраняют, чтобы они не помешали обнаружению внутренних.
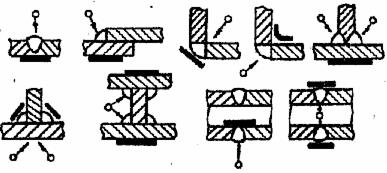
Рис.1.Схемы просвечивания сварных швов радиографическим методом.
На радиограммах можно обнаружить следующие дефекты сварных соединений: продольные и поперечные трещины в металле шва и в зоне термического влияния, направление которых совпадает с направлением просвечивания в диапазоне углов 00…120; непровары, газовые поры, вольфрамовые и шлаковые включения, подрезы, проплавы, прожоги (Рис.1.), имеющие раскрытие не меньше 0,05 мм. При необходимости можно определить глубину расположения дефекта. Для этого облучение производят способом со смещением источника (Рис.2.). В этом случае глубина
 , (5)
, (5)
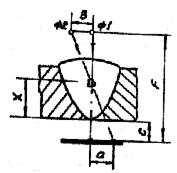
Рис.2.Определение глубины залегания дефекта перемещением источника излучения на расстояние В.
Дата добавления: 2015-07-18; просмотров: 1368;