Дуга как источник нагрева при ДС.
Сварочная дуга представляет собой длительный электрический разряд с газовым промежутком между электродами. Рассмотрим схему дугового разряда на примере дуги прямого действия, прямой полярности, т.е. катод (-) - на электроде, анод (+) - на свариваемой детали (рис. 3.1).
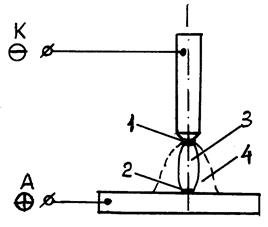
Рис. 3.1 Схема электрической дуги, где К - катод, А - анод,
1 - прикатодная область (катодное пятно), 2 - прианодная область (анодное пятно),
3 - столб дуги, 4 - факел дуги.
В обычных условиях газ не проводит электрического тока, чтобы газ стал проводником, требуется его ионизация.
Ионизация может быть объемная и поверхностная. Поверхностная ионизация возникает при испускании электронов поверхностью электрода под воздействием высокой температуры (термоэлектронная эмиссия), электрического поля (автоэлектронная эмиссия), светового излучения (поверхностный фотоэффект), ударов о поверхность электрода ионов или электронов (вторичная эмиссия).
Объемная ионизация возникает при соударении электронов и ионов с нейтральными атомами или молекулами газа ; при облучении газа в дуговом промежутке ультрафиолетовыми, рентгеновскими или g - лучами (объемная фотоионизация), при повышении температуры газа, вызывающей столкновение быстрых или молекул газа.
Начальная ионизация газового промежутка происходит за счет нагрева торца электрода при коротком замыкании или за счет искрового разряда от отдельного высокобального источника питания (осциллятора).
При дуговом разряде газ представляет собой смесь электронов, нейтральных атомов или молекул, положительно и отрицательно заряженных ионов. возбужденных до различного энергетического уровня атомов, молекул, ионов.
В дуге происходит также рекомбинация ионов в нейтральные атомы или молекулы, а также возвращение возбужденных ионов, атомов или молекул в исходное состояние с излучением квантов энергии от инфракрасного до ультрафиолетового участка спектра.
Термоэлектродная эмиссия зависит от свойств материала и характеризуется работой выхода электрона А = еU (электрон - вольт), где е - заряд электрона (е = 1.6 Е-19), U(В) - напряжение выхода электрона. Наименьшая работа выхода электронов у металлов щелочной группы (К, Са, Nа)
| Металл | Ка | Са | W | Fe |
| А (еВ) | 2.02 | 3.6 | 4.5 | 4.7 |
Работа выхода электронов существенно уменьшается у химических соединений металлов (мел, мрамор, полевой шпат). Эти материалы входят в состав покрытия электродов. Чем выше температура плавления электрода (катода), тем благоприятнее условия горения дуги, т.к. увеличивается термоэлектронная эмиссия.
Способность к ионизации различных газов и паров материалов характеризуется потенциалом ионизации
| Н2 | О2 | N2 | Аr | Не | К | Nа | Сr | Fе | Тi | Аl | |
| Ui (В) | 13.5 | 13.6 | 14.5 | 15.7 | 24.6 | 4.3 | 5.1 | 6.1 | 7.83 | 6.8 | 5.9 |
Дуга характеризуется также потенциалом возбуждения дуги, т.е. разностью потенциалов, при которой разряд из несамостоятельного переходит в самостоятельный
| Н2 | О2 | N2 | Аr | Не | Со | СО2 | |
| Ub(В) | 7.9 | 6.31 | 1.5 | 19.7 | 6.2 | 3.0 |
Важной характеристикой дуги является напряженность электрического поля столба дуги Е (в/см), т.е. падение напряжения на столбе дуги.
| Аr | Не | Н2 | |
| Е (в/см) | 8.6 |
От этой величины зависят требования к величине напряжения холостого хода (Uxx) источника питания.
В столбе дуги сосредоточено основное количество энергии дугового разряда и по его оси расположена зона наиболее высоких температур (5500... 7800 С). В среднем температуру дуги можно принять Тg~ 6000 С. Чем выше плотность тока в дуге, тем больше температура ее столба. В зависимости от способа сварки ДС плотность тока может лежать в пределах i = 15... 350 А\ мм2
Падение напряжения дугового разряда можно разделить на составляющие:
Ug = Uk + Ua + Eg lg,
где Uk - падение напряжения в прикатодной области, Ua - падение напряжения в прианодной области, Е (в\м) - напряженность электрического поля столба дуги, lg (см) - длина дуги.
В прикатодной области выделяется мощность
Wk = Ig Uk - Ig Uв,
где Uв - напряжение выхода электронов.
В прианодной области выделяется мощность Wa = Ig U
| Fe | Cu | Al | W | Ti | |
| Uk (В) | 13-16 | 12-15 | 13-14 | 8-9 | 6.8 |
| Ua (В) | 6-9 | 10-11 | - | 5.8 |
На аноде выделяется, как правило, большая мощность, чем на катоде, поэтому Та >> Тк, что используют в практике ДС толстых и тонких деталей, т.е. применяют дугу прямой или обратной полярности.
Прикатодная область дуги lk ~10Е-4, прианодная область дуги lа ~10Е-3 мм. Ек= 10Е3 В\мм.
Плотность теплового потока дуги gf зависит от способа сварки и мощности дуги. При средней мощности дуги W = Ig Ug (Ig = 200A, Ug =30В) для РДС.
gf = W / F ~ 300 Вт/ мм2
Коэффициент полезного действия дуги h зависит от способа сварки (дуга прямого действия, косвенного действия, короткая (погруженная) дуга, дуга под слоем флюса) и лежит в пределах h = 30 - 95 %.
Дата добавления: 2015-07-18; просмотров: 1543;