Луч лазера.
Для технологических целей (сварки, резки, термообработки) чаще применяют лазеры с твердым рабочим телом (рис.2.9), имеющим запас энергии в каждом импульсе порядка нескольких джоулей. Реже используют газовые лазеры непрерывного действия, отличающиеся сложностью устройства и высокой стоимостью. Рассмотрим особенности твердотельного лазера как источника нагрева при сварке.
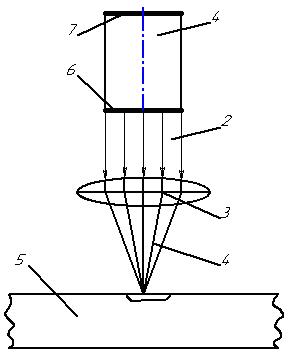
Рис. 2.9. Схема твердотельного лазера для сварки:
1- рабочий стержень; 2- плоскопараллельный луч; 3- фокусирующая система; 4- сфокусированный луч; 5- изделие; 6- полупрозрачное зеркало; 7- непрозрачное зеркало.
Для лазера как источника нагрева характерно следующее:
1. Импульсный характер нагрева и излучения (рис.2.10).
2. Малая площадь ввода тепла в изделие.
Обычно при сварке луч лазера фокусируют до диаметра примерно 1,0мм.
3. Зависимость нагрева изделия от степени его черноты характеризуемая коэффициентом  , который лежит в пределах 0…1,0.
, который лежит в пределах 0…1,0.
4. Низкий общий коэффициент использования электроэнергии  .
.
Рис. 2.10. Характер излучения тепловой мощности лазером:
 – длительность излучения;
– длительность излучения;  – длительность цикла.
– длительность цикла.
В качестве примера приведем данные серийной сварочной лазерной установки “Искра-8”:
 =(1…7)
=(1…7)  10-3с;
10-3с;  =1,0c;
=1,0c;
излучаемая энергия в одном импульсе – Q=5…8 Дж;
Потребляемая электрическая мощность от сети – 3,0 кВт (для питания ламп накачки лазера).
Найдем общий коэффициент использования электроэнергии:

Определим среднюю тепловую мощность лазера за цикл:
 Вт.
Вт.
Вычислим среднюю за цикл и импульсную плотность тепловой энергии  и
и  для абсолютно черного тела, когда
для абсолютно черного тела, когда  =1,0.
=1,0.
При =1,0  Э=1,0, поэтому
Э=1,0, поэтому  (полной мощности):
(полной мощности):
 Вт/см;
Вт/см;
 Вт/см.
Вт/см.
Указанных плотностей теплового потока достаточно для расплавления и даже испарения любых металлов и сплавов, а также для обработки различных неметаллов.
Дата добавления: 2015-07-18; просмотров: 1675;