Электрическая дуга.
Электрическая дуга, являясь одним из основных источников тепла при сварке плавлением, представляет собой вид электрического разряда в газах. Для дуги, используемой при сварке характерны очень высокие температуры газа (от 6000оС и больше), сравнительно большие токи 10…1000 А и относительно невысокие напряжения 20…40 В. Электрические дуги очень разнообразны в зависимости от рода тока, применяемых материалов и других условий.
Рассмотрим дугу постоянного тока прямой полярности (рис.2.2). Последнее означает, что отрицательный полюс источника питания присоединяется к электроду, т.е. электрод является катодом, а положительный – к изделию, который становиться анодом.
Процессы и явления в такой дуге многогранны и сложны. Рассмотрим лишь те характеристики, которые имеют решающее значение для сварки.
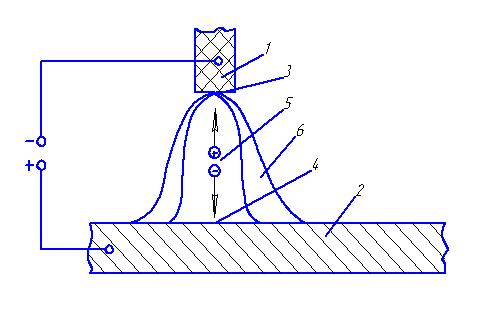
Рис. 2.2. Строение сварочной дуги (прямой полярности).
В сварочной дуге принято выделять следующие элементы:
1- электрод (в данном случае катод);
2- изделие (в данном случае анод);
3- катодная область или катодное пятно;
4- анодная область или анодное пятно;
5- столб дуги;
6- пламя или ореол дуги.
Толщина катодной и анодной областей очень мала, составляет 10-3…10-5 см, поэтому их часто называют катодным и анодным пятном.
Для катодной области в стандартном режиме характерно два процесса:
а) эмиссия электронов, которая сопровождается потерей энергии, характеризуемой работой выхода электрона  ,
,
где:  - заряд электрона,
- заряд электрона,  - потенциал выхода.
- потенциал выхода.
Таким образом, благодаря эмиссии электронов катод теряет энергию и охлаждается. В зависимости от материала электрода, потери энергии различны, так как различна величина  (см. табл. 2.2).
(см. табл. 2.2).
Таблица 2.2
| Материал электрода | Калий | Железо | Вольфрам |
| , эВ
| 2,0 | 4,7 | 4,5 |
Отсюда следует, что тепловой баланс катода зависит от материала, из которого изготовлен катод;
б) бомбардировка катодного пятна положительными ионами, образующимися в столбе дуги и движущимися под действием приложенного напряжения источника питания к катоду. Благодаря этому поверхность катода сильно разогревается и может достигать температуры кипения материала электрода.
На анодном пятне происходит бомбардировка анода электронами, эмитированными с катода, а также образованными благодаря ионизации в столбе дуги. Вследствие этого анод сильно разогревается.
Следует учесть, что баланс энергии катода и анода не одинаков. Благодаря эмиссии электронов баланс катода меньше, чем анода (без учета химических процессов). Поэтому в случае присоединении к электроду положительного полюса источника питания (обратная полярность) электрод будет разогреваться сильнее.
В стволе дуги происходит тепловая реакция по схеме: нейтральная молекула + энергия = ион + электрон. Процесс ионизации характеризуют работой ионизации в электрон-вольтах или потенциалом ионизации  в вольтах, которые различны для различных материалов (см. табл. 2.3).
в вольтах, которые различны для различных материалов (см. табл. 2.3).
Таблица 2.3
| Материал | Cs | K | Na | Ca | O2 | N2 | He |
| , В
| 3,9 | 4,3 | 5,1 | 6,1 | 13,6 | 14,5 | 24,5 |
Чем меньше , тем легче происходит ионизация и устойчивее дуга. Для повышения устойчивости дуги в зону сварки вводят легко ионизирующиеся элементы (К, Na, Ca и др.).
Пламя дуги является переходной зоной от столба дуги к атмосфере. Здесь происходят интенсивные обменные процессы (энергетические, химические и др.).
Температура (Т) в различных зонах дуги различна (рис. 2.3,2.4).Так, на изделии она может достигать температуры кипения металла изделия, а на электроде – температуры кипения металла электрода. Температура столба дуги ТД зависит от состава газа и давления. Для дуги между стальными электродом и изделием на воздухе при атмосферном давлении ТСТ=6000оС. Температура за пределами столба дуги постепенно падает (рис.2.3, участок а-б).
При дуговой сварке тепловая мощность:
 (2)
(2)
где: U – напряжение дуги, равное 20…40 В;
I – ток дуги, лежащий в пределах 10…500 А.
Эффективный КПД  =0,5…0,9 в зависимости от способа сварки. Плотность теплового потока
=0,5…0,9 в зависимости от способа сварки. Плотность теплового потока  достигает значительной величины.
достигает значительной величины.
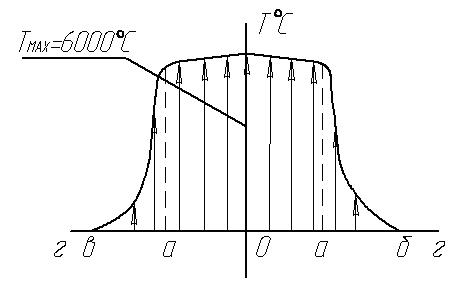
Рис. 2.3. Распределение температуры дуги в радиальном направлении
(точки а-а соответствуют границе столба дуги)
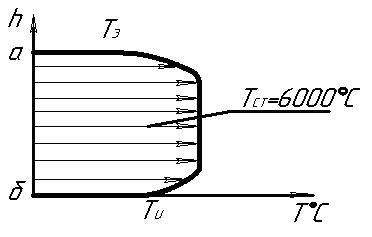
Рис. 2.4. Распределение температуры дуги в осевом направлении
(точка а соответствует поверхности электрода, б – поверхности изделия).
В качестве примера укажем, что при электродуговой сварке плавящимся электродом в атмосфере СО2:
 Вт/см2,
Вт/см2,
т.е. на два порядка выше, чем при газовой сварке. Это объясняется более высокой температурой дуги Тд и более и более высоким коэффициентом теплообмена  .
.
Благодаря тому, что заряженные частицы движутся к изделию со значительной скоростью, создается некоторый слой глубиной  , где выделяется тепло (рис.2.5). В целом создаются хорошие условия теплообмена между столбом дуги и металлом, т.е. значительно больше, чем при нагревании газовым пламенем.
, где выделяется тепло (рис.2.5). В целом создаются хорошие условия теплообмена между столбом дуги и металлом, т.е. значительно больше, чем при нагревании газовым пламенем.
В заключение следует отметить, что электрическая дуга является удобным высокопроизводительным источником нагрева, а электродуговая сварка – самым распространенным способом сварки.
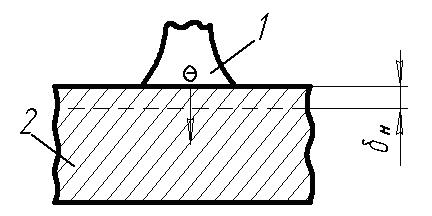
Рис. 2.5. Схема, объясняющая интенсивность теплообмена между столбом дуги 1 и заготовкой 2 ( - глубина проникновения электронов).
Дата добавления: 2015-07-18; просмотров: 2070;