Электронный луч.
Если получить достаточно мощный поток электронов, движущихся с большой скоростью, то такой поток можно использовать для сварки. Высокая скорость электронов достигается применением высокого ускоряющего напряжения (до 150 кВ) и вакуума высокой степени (до 10-5мм рт. ст.) в специальных установках.
В результате действия ускоряющего напряжения энергия электрического поля превращается в кинетическую энергию электрона согласно уравнению
 (3),
(3),
где е,m –заряд и масса электрона,  – ускоряющее напряжение, V – скорость подлета электрона к изделию.
– ускоряющее напряжение, V – скорость подлета электрона к изделию.
Из ранее приведенной формулы определим:
 .
.
При: =104 В V=60000 км/с, а при =105 В V=200000 км/c, т.е. скорость электрона очень высока и приближается к скорости света. Тепловая мощность электронного луча  .
.
Применяют токи от 1 до 100  А. Тепловые потери в вакууме невелики, поэтому
А. Тепловые потери в вакууме невелики, поэтому  , диаметр луча при сварке составляет (1,0…0,1)мм.
, диаметр луча при сварке составляет (1,0…0,1)мм.
Вычислим максимально возможную плотность теплового потока:
 Вт/см2.
Вт/см2.
Как видим, концентрация энергии здесь очень высока и в 1000 раз больше, чем при дуговой сварке.
Следует отметить также, что при указанных скоростях подлета к изделию электроны проникают в глубь нагреваемого металла и создается так называемый проникающий нагрев. Зона расплавления массивного металла имеет ”кинжальную” форму. Например, при  В глубина зоны расплавления составляет 15 мм, а ширина – 1,0 мм (рис.2.8.).
В глубина зоны расплавления составляет 15 мм, а ширина – 1,0 мм (рис.2.8.).
Электронным лучом можно нагреть до расплавления и кипения любые металлы и сплавы, а также испарить их.
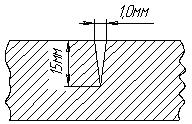
Рис. 2.8. Форма зоны расплавления при высоком ускоряющем напряжении (UУСК=105В).
Дата добавления: 2015-07-18; просмотров: 1547;