Требования к ИП
1. Безопасное напряжение холостого хода Uxx. К сожалению, это требование не выполняется. По технике безопасности установлено безопасное напряжение 36В. Для устойчивого горения дуги требуются ИП с Uxx, превышающее безопасное напряжение (аргонодуговая сварка - Uxx > 40В, РДС - Uxx = 60...80В). На напряжение Uxx ИП оказывает влияние напряженность электрической дуги Еg (В/см). Чем больше Еg, тем больше Uxx источника питания.
2. Плавное регулирование сварочного тока дуги. В промышленных ИП это требование соблюдается. Обычно источники питания имеют и ступенчатое регулирование тока (малые токи, большие токи).
3. Для определенных способов ДС требуются ИП с соответствующими внешними (нагрузочными) характеристиками.
Внешняя характеристика источника (ВХИ) - это зависимость напряжения на зажимах источника питания и тока от сопротивления нагрузки, нагрузкой является сопротивление дуги, которое зависит от длины дуги. Каждый источник питания имеет спектр ВХИ во всем диапазоне регулирования тока дуги. На графике (рис.3.3) представлено по одной ВХИ для источников питания, которые применяются для различных способов дуговой сварки (РДС, АДС).
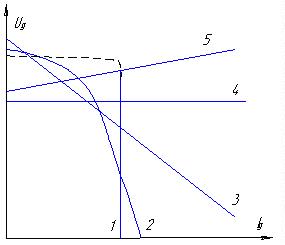


Рис. 3.3. ВХИ различных источников питания.
1- вертикальная ВХИ ; 2- крутопадающая ВХИ ; 3- пологопадающая ВХИ ;
4- горизонтальная (жесткая) ВХИ ; 5- возрастающая ВХИ.
ИП с внешними характеристиками 1,2 применяются для РДС, ИП с ВХИ 3,4,5 применяются для автоматических способов ДС с саморегулированием длины дуги .
3.1.6 Источники питания переменного тока для РДС
(сварочные трансформаторы).
Источники питания для РДС, в том числе и сварочные трансформаторы, имеют повышенное внутреннее сопротивление, что ограничивает ток короткого замыкания (Iкз) во всем диапазоне регулирования тока дуги (рис.3.4).
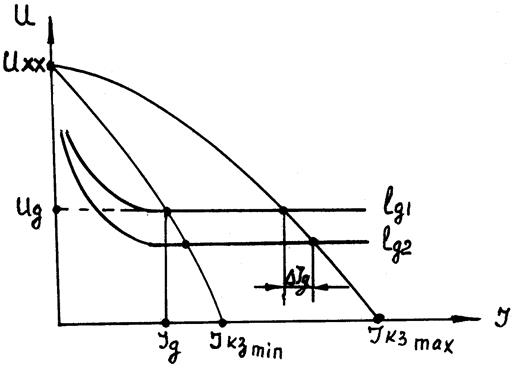
Рис.4. ВХИ для ИП РДС.
Рабочий режим (Ig, Ug) определяется точкой пересечения внешней характеристики источника (ВХИ) с вольтамперной характеристикой дуги (ВАХД).
Для таких ИП при изменении длины дуги (от lg1 до lg2) ток дуги изменяется на небольшую величину DIg, поэтому колебания руки сварщика не оказывает существенного влияния на стабильность плавления металла.
Сварочный трансформатор с отдельным дросселем (рис.2.5).
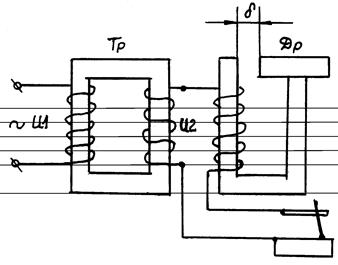
Рис.2.5. Сварочный трансформатор с отдельным дросселем.
Падающие характеристики в таком ИП создаются за счет включения в цепь питания дуги обмотки дросселя с индуктивным сопротивлением
Rlдр=2p f Lдр,
где f- частота переменного тока (50Гц), Lдр - индуктивность дросселя, зависящая от величины зазора d, который изменяется при перемещении подвижного звена сердечника дросселя.
Для этого источника питания:
При коротком замыкании Rg=0, сопротивлением толстых медных проводов можно пренебречь, тогда
При d max получим L дрmin и Iкзmax, при d=0 получим Lдрmax и Iкзmin.
Ступенчатое регулирование Iкз можно обеспечить, подключая в цепь питания дуги разное число витков катушки дросселя (Lдр зависит также от числа витков катушки).
Дата добавления: 2015-07-18; просмотров: 2034;