Техническая характеристика центрифуг
| СМЖ-104Б | СМЖ-106Б | ||
| Диаметр формуемых труб, мм | 1000…1500 | 400…900 | |
| Длина труб, мм | |||
| Наибольшая масса труб, т | 7,7 | 3,9 | |
| Мощность, кВт | |||
| Габаритные размеры | |||
| длина | |||
| ширина | |||
| высота | |||
| Масса, т | 14,8 |
Технологическая схема изготовления предварительно напряженных железобетонных напорных труб по трехступенчатой технологии показана на рис. 10. Сначала, как правило, на центрифугах изготовляют железобетонный сердечник 4, армированный продольной предварительно напряженной арматурой. После твердения и обрезки напряженной арматуры бетон сердечника получает продольное обжатие. Затем на сердечник навивается предварительно напряженная спиральная арматура 5 и бетон получает поперечное обжатие. Чтобы предохранить спиральную напряженную арматуру от коррозии, ее после навивки покрывают защитным слоем путем набрызга на вращающуюся трубу цементно-песчаной смеси, выходящей под давлением из сопла, перемещающегося вдоль трубы. После нанесения защитного слоя для ускорения его твердения труба дополнительно подвергается тепловой обработке.
Кроме формования бетонных и железобетонных труб центрифугирование применяют для изготовления опор линий электропередач, освещения, связи и других длинномерных трубчатых конструкций.
При эксплуатации оборудования для производства бетонных и железобетонных труб и других трубчатых конструкций методом центрифугирования, учитывая большие динамические нагрузки, возникающие при вращении тяжелых форм с большими скоростями, необходимо строго выполнять требования техники безопасности.
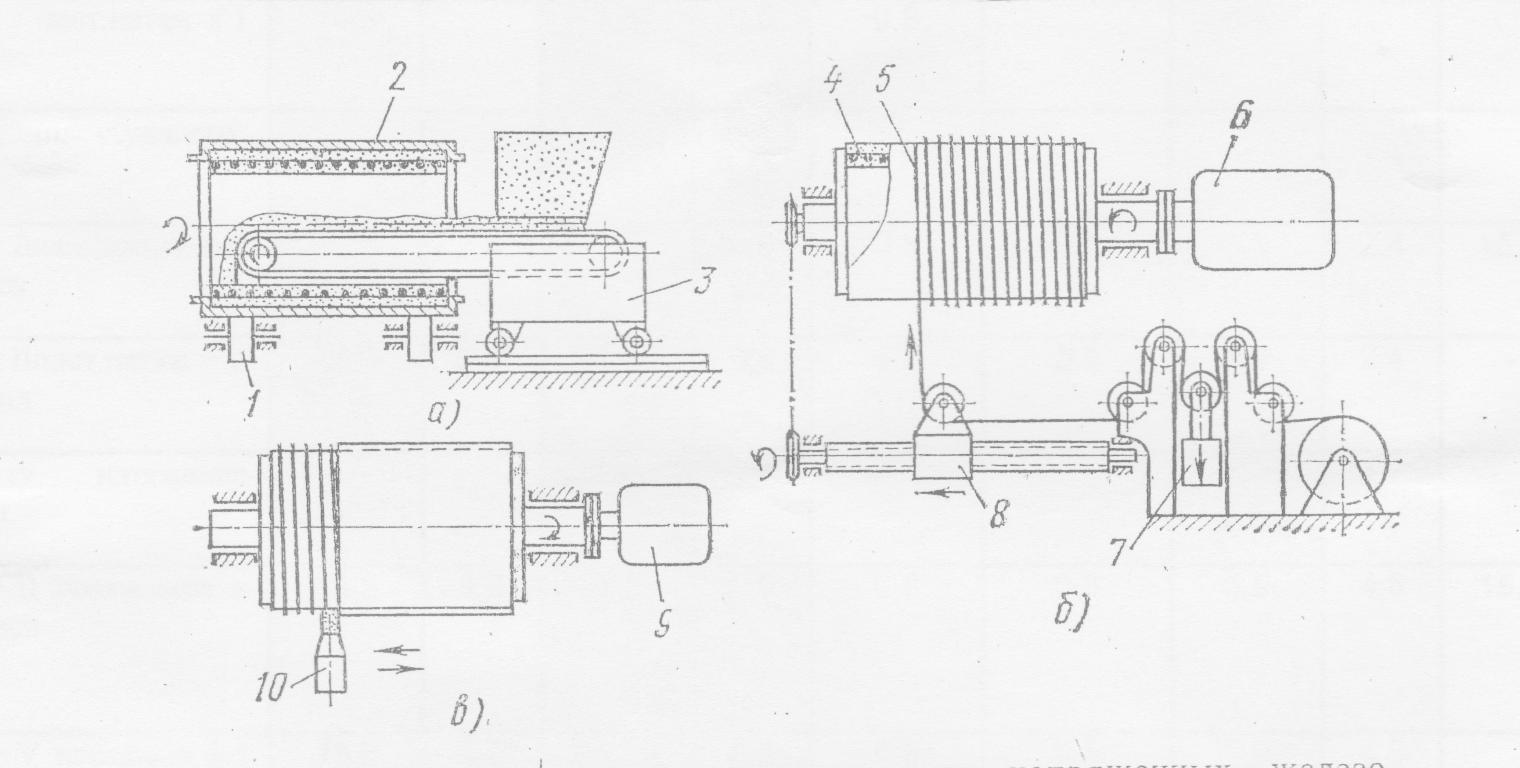
Рис. 10. Схема изготовления предварительно напряженных железобетонных труб по трехступенчатой технологии:
а – изготовление железобетонного сердечника, б – навивка спиральной напряженной арматуры,
в – нанесение защитного слоя бетона; 1 – центрифуга, 2 – форма, 3 – ленточный питатель,
4 – железобетонный сердечник, 5 – предварительно напряженная спиральная арматура, 6 – привод навивочного станка, 7 – натяжное устройство, 8 – суппорт с направляющим роликом, 9 – привод вращения сердечника, 10 – устройство для нанесения защитного слоя
Дата добавления: 2015-08-21; просмотров: 2029;