Формование безнапорных бетонных и железобетонных труб
В комплект оборудования установки для горизонтального формования труб (рис. 2) диаметром от 300 до 700 мм и длиной 4 м входят виброплощадка 5, бетоноукладчик 2, машина 1 для ввода и извлечения сердечников и пневматический пригруз 3, являющийся одновременно и верхней половиной формы 4. Нижней половиной служит собственно форма, предназначенная для одновременного изготовления трех труб. Применяемая в установке виброплощадка рамного типа, одновальная, с круговыми колебаниями, с опиранием виброрамы по периметру на сплошные прокладки из резинотканевой ленты. Круговые колебания в сочетании с ударами об упругую опору интенсивно уплотняют бетонную смесь. Большая поверхность упругих прокладок обеспечивает их длительную работоспособность.
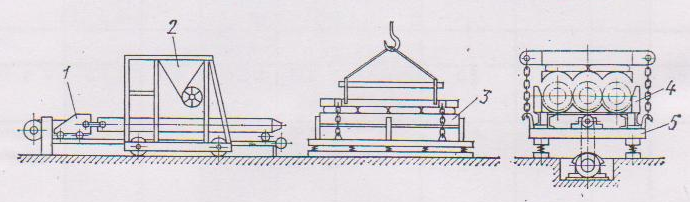
Рис. 2. Схема установки для горизонтального формования труб:
1 – машина для ввода и извлечения сердечников, 2 - бетоноукладчик,
3 – пневматический пригруз, 4 – форма, 5 – виброплощадка
Установка для изготовления вертикально-подвижным способом безнапорных железобетонных труб (рис. 3) длиной 3,5 м и диаметром 1000…1500 мм снабжена подвижным столом 9 с приводом для опускания и подъема формы, комплектом форм 5 и поддонами. На раме 1 установки закреплен вибросердечник 2. При непрерывной работе установки на каждый диаметр трубы нужно иметь 2 формы и 15…20 поддонов.
Формование труб вертикально-подвижным способом выполняют в следующем порядке. На очищенный и смазанный поддон, располагающийся на ровной площадке, устанавливают арматурный каркас раструбной частью вниз, а затем на каркас ставят форму и закрепляют ее к поддону. Внутрь формы опускаю бункер с бетонной смесью (рис. 4, а ); с помощью двух тяг, подвешенных к опорным лапам бункера соединяют форму с бункером и все переносят на установку.
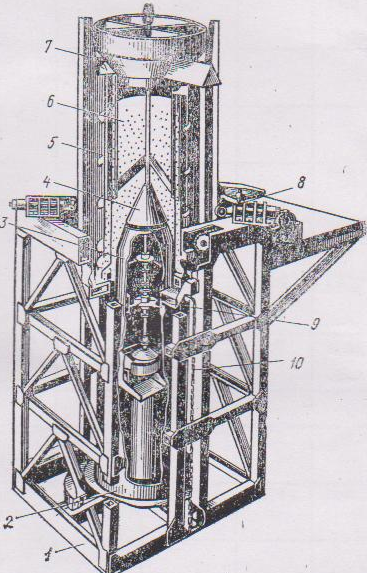
Рис.3. Установка для формования труб вертикально-подвижным способом:
1 – рама, 2 – вибросердечник, 3 – виброголовка, 4 – конусное днище бункера, 5 – форма,
6 – бункер, 7 – загрузочная воронка бункера, 8 – направляющие ролики, 9 – подвижный стол,
10 – подъемные цепи
При опускании поддон с формой опирается на подвижный стол, а бункер своими лапами – на опорные металлоконструкции рамы. При этом виброголовка сердечника входит в форму, а конусообразный клапан, закрывающий днище бункера, опускается, и бетонная смесь заполняет раструбную часть формы (рис. 4, б).
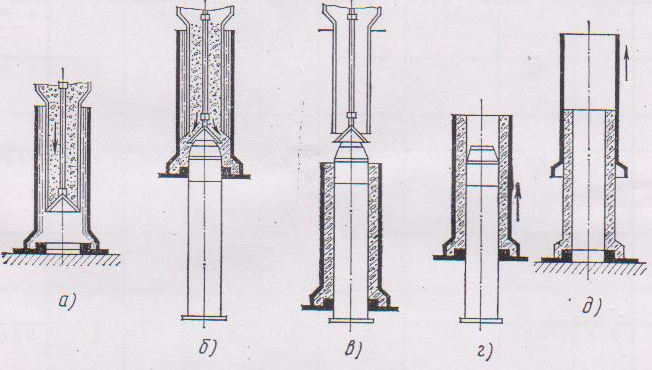
Рис. 4. Схема формования труб вертикально-подвижным способом:
а – подача бункера с бетонной смесью в форму, б – начало формования, в – конец формования,
г – съем формы с трубой с вибросердечника, д – съем формы с изделия
Включается вибратор, и примерно через 0,5…1 мин (время, необходимое для уплотнения раструбной части) включается привод на опускание стола с формой. Форма под действием собственного веса и веса бетонной смеси опускается вслед за подвижным столом, опираясь на него. В процессе опускания трубы из бункера все время поступает бетонная смесь, заполняет форму и уплотняется виброголовкой. Вибрация корпуса сердечника служит главным образом главным образом для предупреждения зависания на нем отформованной части трубы.
Бетонирование заканчивается после достижения формой нижнего положения (рис. 4, в) Бункер поднимают кранной и направляют на загрузку новой порцией бетонной смеси. Форма при выключенном вибраторе поднимается приводом подвижного стола вверх на 30…50 см, дальше она поднимается краном (рис.4, г), который снимает ее с отформованной трубой с сердечника и переносит к месту пропаривания. Форма отсоединяется от поддона, краном снимается с изделий (рис. 4, д) и направляется для формования следующей трубы, а свежезаформованная труба подвергается термообработке. Производительность установки при изготовлении труб диаметром 1000 мм составляет 3 трубы в час.
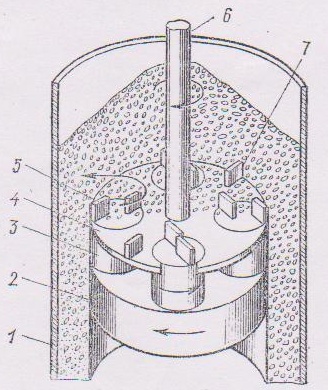
Рис. 5. Схема уплотнения смеси при формовании бетонных безнапорных труб методом радиального прессования:
1 – стенка формы, 2 – цилиндрическая часть головки, 3 – ролик головки, 4 – верхний диск,
5 – лопасть ролика, 6 – приводной вал, 7 – лопатка
Для изготовления безнапорных бетонных и железобетонных раструбных труб применяют также метод радиального прессования.
При радиальном прессовании (рис.5) бетонная смесь уплотняется свободно вращающимися роликами подвешенной на штанге головки, которая вращается и одновременно перемещается вверх со скоростью, обеспечивающей качественное уплотнение смеси. Закрепленная на приводном валу 6 роликовая головка, поднимаясь вверх и вращаясь, за счет центробежной силы, а также лопастями 5 роликов отбрасывает бетонную смесь к стенкам 1 формы и укатывает ее дополнительно роликами, прижимающими смесь к стенке формы. Поверхность отформованной части трубы по мере передвижения головки вверх заглаживается ее цилиндрической частью 2. Наружный диаметр верхнего диска 4 с
лопатками 7 меньше диаметра заглаживающего цилиндра головки. За счет разности в их диаметрах образуется слой смеси, укатываемой роликами, вписываемыми в окружность такого же диаметр, как и диаметр цилиндрической части головки.
На технологической линии с трубоформовочным станком СМЖ-194А изготовляют методом радиального прессования безнапорные бетонные трубы диаметром 300, 400 мм, длиной 2 м и 500, 600 мм, длиной 2,5 м. производительность линии 12,7 тыс. м3 в год; мощность – 127,8 кВт; масса комплекта оборудования – 153,4 т.
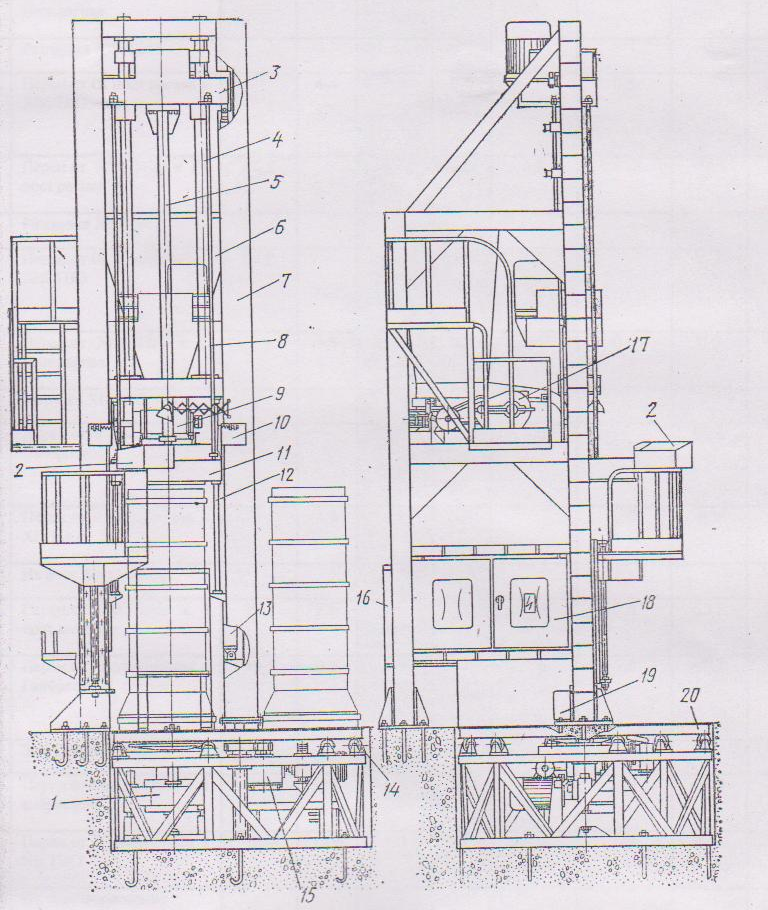
Рис.6. Трубоформовочный станок СМЖ-194А:
1 – механизм формования раструба, 2 – пульт управления, 3 – траверса с механизмом вращения роликовой головки, 4 – направляющие траверсы, 5 – вал привода вращения головки, 6 – бункер,
7 – станина, 8 – тяга подъема воронки, 9 – питатель, 10 – механизм фиксации воронки,
11 – воронка, 12 – направляющие воронки, 13 – гидроцилиндр подъема траверсы,
14 – роликоопора поворотного стола, 15 – привод поворотного стола, 16 – гидропривод,
17 – привод питателя, 18 – электрооборудование, 19 – фиксатор поворотного стола, 20 – поворот-привод питателя
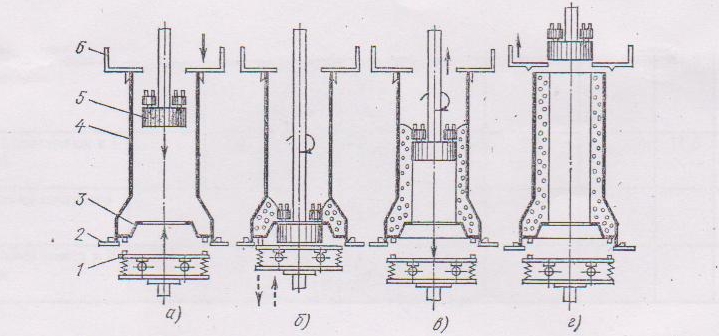
Рис.7. Схема формования труб методом радиального прессования:
а, б, в, г, - положения роликовой головки, механизма формования раструба и воронки; 1- механизм формования раструба, 2 – поворотный стол, 3 – поддон, 4 – форма, 5 – роликовая головка,
6 – воронка.
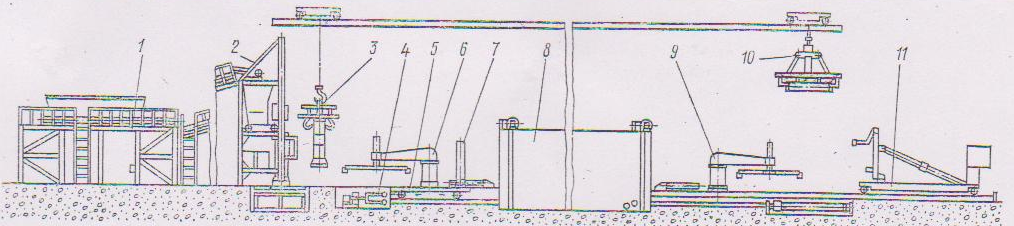
Рис.8. Технологическая линия с трубоформовочным станком СМЖ-194А по производству безнапорных бетонных труб:
1 – установка для подачи бетонной смеси, 2 – трубоформовочный станок СМЖ-194А,
3 – автоматический захват для форм, 4 – устройство для подачи тележек, 5 – тележка для подачи труб в камеру тепловой обработки, 6, 9 – манипуляторы, 7 – свежезаформованная труба,
8 – камера тепловлажностной обработки, 10 – автоматический захват для затвердевших труб,
11 – кантователь труб
Дата добавления: 2015-08-21; просмотров: 4261;