Накатывание зубьев зубчатых колес
Получение зубьев основано на пластическом деформировании, причем металл из впадин выдавливается в выступ.
Метод позволяет повысить производительность труда, повысить коэффициент использования Ме, а также улучшить эксплуатационные свойства колес. ЗК с модулем меньше 1 накатываются в холодном состоянии.
Холодное накатывание может осуществляться на универсальных токарных станках (рис.98,а).
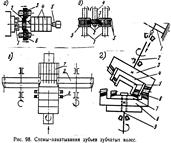
Суть метода: на оправке устанавливается заготовки ЗК, которые устанавливаются в центрах токарного станка, на этой же оправке имеется эталонное колесо, которое находится в зацеплении с накатниками имеющими заборную часть.
При вращении заготовки и при поступательном движении накатников, последние накатывают профиль на заготовке и постепенно выходят из зацепления с эталонным ЗК.
Накатанный профиль на первой заготовке служит дальнейшим эталоном для накатки зубьев на последующих заготовках.
Для получения симметричного профиля зуба заготовка вращается вначале в 1-у сторону, затем в другую. 7-8 ст. точности.
Горячее накатывание может осуществляться 2-я методами:
1 - штучным (рис.98,б) – заготовка по отверстию устанавливается на приводной суппорт и закрепляется верхней частью подвижной головки. Затем ТВЧ до 1000..1200 град. На глубину 3..4 m. Затем накатники получают движение à формируется профиль зуба. Вращение 2 стороны. Для предотвращения течения металла в осевом направлении накатники имеют реборды. Точность: 9-10 ст., скорость 12-30 м/мин. Sрад=3..7 мм/мин.
2 - прутковым (рис.98,в) – на оправке устанавливается набор заготовок и делительное ЗК. Заготовки подаются снизу вверх и одновременно нагреваются индуктором ТВЧ. При дальнейшем перемещении заготовок вверх накатниками с заборной частью вверх накатывается профиль аналогично холодному накатыванию. ст. точ. 9.
Для повышения точности зубьев после горячего накатывания применяют их калибровку.
Один из вариантов горячего накатывания конических зубчатых колес показан на (рис.98,г).
Закругление торцов зубьев
Для облегчения вхождения в зацепление и продления срока службы переключаемых во время работы. Пальцевыми или пустотелыми фрезами(рис.172).
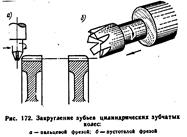
Пальцевая – вращается и одновременно совершает возвратно-поступательные движения огибая кромку зуба. ЗК вращается и одновременно еще отводится от фрезы в осевом направлении, что и определяет форму зуба.
Данный метод низкопроизводителен и применяется в ед. и мелкосерийном производстве если нельзя применить другие.
Большая производительность при закруглении пустотелой фрезой, т.к. в данном случае фреза имеет только возвратно поступательное движение, а заготовка поворачивается на 1 зуб.
Основное время при зубозакруглении:
t0=(t+t)*z/60
t – время нарезания
t - время поворота колеса на 1 зуб, подвод и отвод заготовки в исходное положение
z – число зубьев
Закругление может также осуществляться фасонными фрезами, червячными фрезами работающими по впадине зуба, шлифовальными кругами.
В техрпоцессе следует после зубофрезерования, перед зубошенингованием.
В процессе нарезки зубьев на боковых поверхностях образуются заусенцы и кромки, поэтому необходимо вводить операции по их снятию, а также по образованию фасок на торцах зубьев.
У косозубых цилиндрических и конических ЗК фаски снимают только с одной стороны имеющих острую кромку.
У прямозубых ЗК фаску снимают по всему контуру параллельно всему профилю зуба, но фаска должна быть в виде запятой (рис.203,а,б).
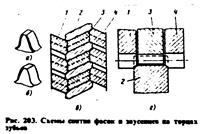
Снятие фасок и заусенцев осуществляется химическим, тепловым методами или резанием. Один из инструментов для снятия фасок и заусенцев с обоих торцов ЗК показан на (рис.203,в,г). Фаски = 5..15 сек. Tшт=10..20 сек.
Дата добавления: 2015-06-17; просмотров: 3213;