Шлифование зубьев ЗК
Применяется для достижения 5-6 ст. точности, чаще закаленных ЗК (можно и незакаленных). Шлифование может осуществляться методом копирования и методом обкатки (рис.101).
а б
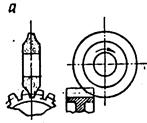
Рис. 101. Схема шлифования зубьев зубчатых колес методом копирования: а – схема шлифования; б – правка профиля круга
Более производителен метод копирования (рис. 101 а), поэтому он применяется в крупном и массовом производствах, иногда в среднесерийном. Круг правится специальным копировальным устройством (рис.101 б).
Для ЗК с различным модулем и количеством зубьев должны быть отдельные шаблоны. В процессе шлифования ЗК поворачивается не на 1 зуб, а на несколько, с целью уменьшения влияния износа круга на точность обработки.
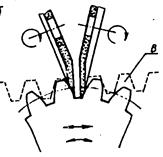
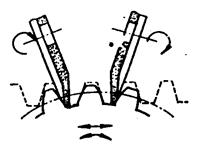
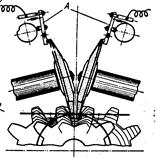
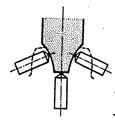
Рис. 179. Схема шлифования зубьев зубчатых колес методом обкатки:
а, б – схема шлифования; в – устройство, корректирующее износ шлифовальных кругов
Шлифование методом обкатки осуществляется 1-м или 2-я кругами (рис. 179 а, б).
Наиболее распространено шлифование 2-я тарельчатыми кругами. Причем в зависимости от размеров ЗК круги могут располагаться в контуре 1-й впадины или в двух впадинах.
Причем шлиф-круги располагаются под 30-40°. ЗК в процессе обработки перемещается в направлении перпендикулярном своей оси, поворачиваются вокруг нее, а также перемещаются вдоль своей оси, для обеспечения обработки зуба по всей его длине. Автоматический поворот ЗК на 1 зуб происходит после 1-о или 2-х кратного прохождения ЗК под шлифовальным кругом.
Припуск на шлифование 0,1..0,2 мм на толщину зуба, причем он снимается за 2 или более прохода, оборота ЗК.
Для предотвращения погрешностей связанных с изнашиванием и правкой шлифовальных кругов станки имеют соответствующее корректирующее устройство, корректирующие износ кругов (рис.179 в).
Шлифование зубьев 2-я тарельчатыми кругами может осуществляться и без продольной подачи, но тогда круг должен иметь большой диаметр (700..800 мм), основание впадины зуба иметь вогнутый профиль и применяется при обработке узких ЗК и позволяет значительно повысить производительность труда.
Шлифование зубьев методом обкатки можно осуществлять 1-м или 2-я дисковыми кругами (рис.180,а,б).
В данном случае ЗК имеет только обкаточное движение и продольное движение вдоль своей оси.
В данном случае ЗК после обработки 1-й впадины поворачивается на следующую впадину. Обработка осуществляется только за 2f оборота ЗК. Причем продольна подача уменьшается (окончательная или чистовая). Производительность низкая, хотя точность достаточно высокая.
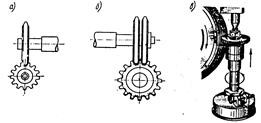
Рис. 180. Зубошлифование цилиндрических зубчатых колес: а – одним абразивным кругом; б – двумя абразивными кругами; в – абразивным червячным кругом
Большая производительность обеспечивается шлифованием зубьев абразивным червячным кругом (рис.180,в). Данный метод применяют для шлифования прямозубых и косозубых ЗК с модулем до 10.
ЗК с модулем до 1 можно нарезать в сплошном металле. Принцип работы аналогичен принципу червяной фрезы. Правка круга осуществляется черновым и чистовым многониточными дисковыми накатниками.
Конические ЗК с прямым зубом шлифуются методом обкатки 2-я тарельчатыми кругами (рис.181,а). Принцип работы соответствует принципу работы зубострогальных станков. КЗК с круговыми зубьями шлифуются чашечными шлифовальными кругами имеющими профиль зуба (рис.181,б).
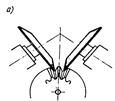

Рис. 181. Зубошлифование конического зубчатого колеса:
а – с прямым зубом; б – с криволинейным зубом
СОЖ при зубошлифовании подается обычным способом или через шлифовальный круг, что предохраняет зубья от отпуска в процессе обработки.
Дата добавления: 2015-06-17; просмотров: 2176;