Бас жоспар және қара металлургия зауытының көлігі
Бұрын біз атап өткендей, кез келген кәсіпорынның, соның ішінде металлургиялық маңызды бөлігі кәсіпорынның өзінің жергілікті жердегі орны мен негізгі және көмекші цехтердің, қоймалардың, энергетикалық және көліктік үймереттердің, барлық көтергіш және жер үсті коммуникациялардың технология, көлік және жоспарлау талаптарын ескерумен орналасуын анықтайтын бас жоспар болып табылады.
Кәсіпорындардың (цехтердің) орналастырылуы жердің бет-бедерін, алаңқайдың жарық жақтарына қатысты бағытын, желдің басым бағытын және басқа да бірқатар факторларды ескерумен жүргізілуі керек.
Бас жоспардың және металлургиялық зауыттардың көліктерін жетілдіру және дамыту саланың даму кезеңдерімен, ғылым мен техниканың металлургия және көлік саласындағы жетістіктерімен тығыз байланысты.
Мысалы, КСРО алғаш рет домна өндірісі үшін домна пештері мен болат қорыту өндірісі үшін табиғи газды қолдану пайдаланылған, бұл өндірістің технологиялық циклы мен бас жоспарын біздің елімізде ғана емес, сонымен бірге, шетелдік елдердің көптеген зауыттарында да өзгеріске ұшыратты.
Біздің елімізде бірінші рет болат қорыту өндірісінде оттегі және болатты үздіксіз құю пайдаланылды, ол түбегейлі болат қорыту өндірісінің даму бағытын біздің елде ғана емес, сондай-ақ, шетелдің алдыңғы қатарлы елдерінде өзгертті.
Илемдеу өндірісінде дүниежүзілік құрметке құймаларды дөңгелетіп беру ие болды, ол 3-4 есе блюмингтардың өнімділігін көбейтті, бұл сондай-ақ, қара металдар өндірісі технологиясының өзгеруіне, соның нәтижесінде бас жоспарлардың қазіргі дамуына әсер етті.
Сондықтан, Нижне-Тагильск, Запорожсталь, Криворожский және т.б. зауыттар мен комбинаттарды жобалау кезінде пайдаланылған қара металдардың отандық өндірісінің біріншісі Магнитогорск комбинатын дамытудың бас жоспары жаңа зауыттар – Қарағанды Батыс-Сібір, Ново-Криворожск және Ново-Липецк зауыттарынан қатты ерекшеленеді.
Қазіргі таңда қазіргі металлургиялық зауыттардың бас жоспарларын жіктеу принциптері әзірленген, оның негізіне негізгі цехтерді орналастыру сұлбаларында көрінетін технологиялық процестердің бағытын есепке алу қойылған.
Осы жіктеу бойынша цехтерді орналастыру төмендегідей болуы мүмкін:
а) бірізді; б) параллельді; в) едәуір күрделі, құрамдастырылған (бірізді-параллельді, параллельді-бірізді), г) перпендикулярлық; д) цехтің бұрышында бір- бірінің ізін басатындарды орналастырады (7.2-сурет).
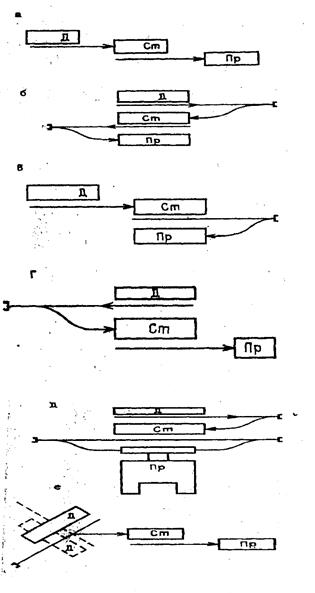
7.2-сурет-Негізгі цехтардың орналасу сызбасы
Қарастырылатын принциптік сұлбаларды талдау тік бұрышты бірізді сұлба зауыт алаңқайының үлкен ұзындығымен сипатталатынын және ерекше жағдайларда толық емес цикл зауыттары үшін пайдаланылуы мүмкін екенін көрсетеді. Толық циклды ірі зауыттар жағдайларында бұл сұлбалар дұрыс емес: өндірістік байланыстардың ұзындықтары созылған, бір тұйықталу кезінде дайын өніммен вагондардың көп жорығы бар, цехтер арасында өзара әрекет ету мәселелері күрделендірілген, салу тығыздығы жеткіліксіз.
Бір тұйықталу станциясымен жүйелі сұлбалары кезінде өндірістің технологиялық процесі зауыт станциясынан қарама-қарсы жаққа бағытталған. Екінші шығу станциясының немесе арнайы күзет орны бар құрылғыны илемдеу цехінің кіреберісінде үйлестіру қажеттілігін туындатады.
Қарастырылатын жүйелі сұлбаның көрсеткіштерінің кейбір жақсарулары (алаңқай өлшемдерінің азаюы, дайын өнім жорықтарының азаюы) зауыт алаңқайына қатысты зауыт станциясының орналасуы арқылы орталық қамтамасыз етіледі. Алайда мұнда зауыт станциясының қылтасының жұмысы күрделене түседі және дайын өнім жолдарын белгілеу жағдайлары нашарлайды.
Сонымен, бірізді сұлбалардың кемшіліктері (дайын өніммен вагондардың үлкен жорықтары, алаңқайды үлкейтіп игеру, пайдаланушылық шығындарды көбейту) көп жағдайларда оларды қолдануға мүмкіндік береді.
Тік бұрышты параллельді сұлба ықшам және едәуір толық зауыттың шарттарына жауап береді, осы сұлба бойынша бірқатар зауыттар жобаланған және құрылған. Алайда бұл сұлба зауыттың дамуын қиындатады, әсіресе болат қорыту және илемдеу цехтерінің даму мүмкіндіктерін.
Қиғаш бұрышты параллельді сұлба зауытты дамыту мүмкіндігінің тік бұрышты сұлбасымен салыстырғанда көбейтеді, бірақ бірқатар жағдайларда бір сыртқы түйісу болған кезде өндірістің екі циклдары бар зауыттар үшін бәсекеге қабілетті болуы мүмкін. Шағындылығы жағынан бұл сұлба тік бұрышты параллельді сұлбаға жақын.
Едәуір кең қолданыс күрделі сұлбалар немесе құрамдастырылған тік бұрышты күрделі деп аталатындар алды. Бұл сұлбалардың өндірістік ағымның кері бағыты деп аталатын ерекшелігі аялдама, жартылай фабрикаттардың қайта жүктелу және жиналу орындарында іске асырылады. Тік бұрышты құрамдастырылған сұлба маңызды шағындылыққа ие.
Дата добавления: 2015-05-28; просмотров: 2400;