Основы инженерного формирования процессов технической эксплуатации
После выбора варианта системы ТОиР для элементов, функциональных систем и в целом оборудования, формируют содержание программы их реализации, регламентирующей виды, последовательность и периодичность проведения профилактических и ремонтных работ.
В процессе технической эксплуатации оборудования должны проводиться k-е работы, связанные с контролем hi параметров, чисткой, смазкой, регулировкой, заменой или ремонтом тех его элементов, параметры которых находятся в области значений hiÎ{h*;h**}. Очевидным является то, что основой технической эксплуатации является контроль технического состояния оборудования, по результатам которого корректируется теоретическая и формируется окончательно практическая программа (виды, последовательность и сроки) ремонтно-профилактических работ. Контроль технического состояния (КТС) оборудования может быть непрерывным (текущим), периодическим (плановым) и аварийным (неплановым). Текущий КТС выполняется в процессе ежемесячного технического обслуживания (ТО) оборудования. При этом контролируются только те hi параметры, определение значений которых не требует разборочных операций. Плановый КТС выполняется с определенной периодичностью, соответствующей ресурсу одного или более элементов оборудования, значения контролируемых hi параметров которых равны или близки к предельным значениям hi**. Периодичность этого вида КТС, по-существу, определяет периодичность проведения планового, периодического ТО или ремонтов. Каким же образом устанавливается периодичность выполнения этих k-х работ?
Известны три метода определения периодичности выполнения k-х ремонтно-профилактических работ при технической эксплуатации оборудования: расчетно-аналитический, опытно-статистический и нормативный.
Сущность первого метода заключается в установлении и использовании при расчетах функций связи между упреждающими допусками Dhi = hi** - hi* на контролируемые параметры hi (tk) и времени проведения k-х работ, т.е. DТ=tk-1-tk. Трудность реализации этого метода заключается в том, что для определения периодичности проведения k-х работ необходимо иметь в наличии исходные функции связи по всем контролируемым параметрам оборудования. Причем функция связи может иметь линейный или нелинейный характер, но обязательно должна быть монотонной и имеющей производную на всем участке времени изменения параметров hi = {hi(to); hi(tk)}.
Итак, допустим, что по результатам статистических исследований известна функция hi=¦(ti), удовлетворяющая указанным выше требованиям (рис. 2.5), а область ее изменения {0; h i*} соответствует исправному состоянию изделия (состояние 1), область {hi*; hi**} соответствует состоянию профилактических замен (состояние 2), область { hi**; ¥} соответствует неработоспособному состоянию (состояние 3).
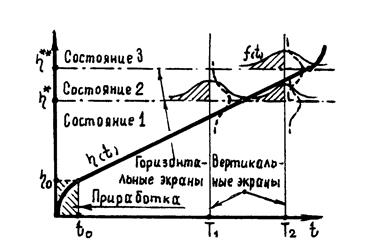
Рис. 2.5. Графическая интерпретация метода определения
периодичности k-х работ
Моменты проведения k-x работ (Т1 и Т2 на рис. 2.5) выполняют роль своеобразного вертикального экрана, а рубежные значения критериев качества функционирования объекта, проведения k-ой работы, (hi*; и hi**) выполняют роль горизонтальных экранов. Для предупреждения аварийной ситуации в работе оборудования моменты проведения k-х работ должны быть выбраны, по-крайней мере такими, чтобы им соответствовали значения параметров hi*£ hi(t)< hi**, т.е. чтобы графики функции hi(t) до и в момент пересечения вертикального экрана Т2 (момент проведения k-ой работы) не пересекал горизонтального экрана на уровне hi**. Указанные экраны в данном случае будут поглощающими, предельными, не позволяющими далее эксплуатировать оборудование.
Для определения момента проведения Т2 k-ой работы воспользуемся методикой, изложенной в работе [16]. Пусть tx - случайный момент пересечения, на графике процесса hi(t), уровня hi* или hi**, т.е. t(hi*)=t* и t(hi**)=t** являются в общем случае частью множества {tx}. При условии непересечения графиком функции h (t) уровня h**, т.е. при фиксированном уровне h**, tx £ T1 будет иметь место тогда и только тогда, когда hi> hi* и tх £ T2 тогда и лишь тогда, когда hi> hi**. Из этого следует, что для пересечения событий {tx£T1}Ç{ tх £ T2}={ tх £ T1} на уровне h** тогда и только тогда, когда {hi>h*}Ç{h>h**}={h>h**} для момента времени T2. Таким образом, пересечение событий по {tx} и {hi} будет выполняться при условии:
Р {tx£T1} при h*=P {h>h**} при T2,
откуда можно сделать обобщенный вывод, что
 . (2.24)
. (2.24)
В выражении (2.24) ¦(tx, hi*) и j(hi, T2) - соответственно плотности распределения случайной величины tx на уровне h* и случайной величины hi, принадлежащей множеству значений hi(t) для однотипных изделий, k-х работ, в момент времени T2. Если мы примем за определяющий, поглощающий, экран уровень hi* (т.е. отказ по параметру hi не допускается) при моменте T2, то по аналогии с (2.24) получим
 . (2.25)
. (2.25)
Обобщая (2.24) и (2.25), получаем:
 . (2.26)
. (2.26)
В работе [16] выражение (2.26) интерпретируется следующим образом: для монотонного случайного процесса hi(t) с заданными T1 и h** очередной срок диагностирования (у нас - проведения k-ой работы) и наименьшее предотказовое значение параметра h* удовлетворяют уравнению (2.26). С инженерной точки зрения, значение выражения (2.26) в том, что с его помощью, зная T1 , h**, h* и функцию hi(t), можно рассчитать время проведения T2 k-ой работы. При этом значение T1 можно принимать или равным нулю (с начала эксплуатации изделия), или рассчитать из условия заданного уровня вероятности безопасной работы Рзад и допустимой вероятности отказа qдоп, связанных выражением:
qдоп = 1 - Рзад
из условия
 . (2.27)
. (2.27)
После проведения расчетов периодичностей проведения k-х работ производят их группирование по критерию кратности соответствующих им периодам Tki. Это позволяет, в итоге, сформировать структуру “жизненного” (ремонтного) цикла для конкретного типоразмера оборудования и объемы работ, соответствующих каждому элементу структуры (контролю технического состояния, техническому обслуживанию, текущему, среднему, капитальному ремонтам). Методика группирования изложена ниже.
Сущность опытно-статистического метода определения периодичности k-х работ сводится к статистической оценке ресурса Tk изделия по результатам испытаний его аналогов на соответствие этого ресурса упреждающим допускам Dhi =h**- hi* одного или нескольких контролируемых i-ых параметров. При этом Dhi является заданной величиной, а Tki может определяться или при испытаниях изделия до достижения параметром hi его допустимой величины hi*, или при ускоренных испытаниях методами, например, апроксимации по времени, нагрузке, “доламывания” и др. [21]. После определения Tki по всем i-ым контролируемым параметрам, определяющим состояние изделия, формируется ряд кратности сроков выполнения k-х работ [22]. Первым членом этого ряда будет минимальная из всех Tki периодичность выполнения k-ой работы, вторым членом ряда будет периодичность, равная 2 Tkimin, третьим членом - периодичность с 3 Tkimin и так далее до максимальной периодичности Tkimах. Кроме того, к каждому члену ряда соотносят k-е работы, для которых периодичность их выполнения кратна или близка к периодичности Tkimin с допуском (±DТ), определяемым критерием оптимальности на несоответствие этих периодичностей. В качестве критерия оптимальности может быть принят, например, размер ущерба, связанный с отказом изделия по hi параметру (если его периодичность Ti меньше периодичности одного из ближайших членов ряда) или с недоиспользованием ресурса изделия по hi параметру (если его периодичность Ti больше периодичности ближайшего члена ряда). Таким образом, каждый из членов ряда в итоге будет соответствовать определенному объему, множеству k-х работ. Минимальные объемы будут соответствовать объему работ при техническом обслуживании, максимальный - капитальному ремонту оборудования, промежуточные - текущему, среднему ремонтам.
Таким образом, определение периодичностей проведения множеств k-х работ по первому или второму рассмотренным методам, это и есть процесс формирования программ реализации варианта той или иной системы ТОиР. С одной стороны, программа по форме будет представлять собой структуру проведения ремонтно-профилактических работ (структуру “жизненного”, ремонтного - для восстанавливаемых изделий, цикла), а с другой стороны - по содержанию - будет определять состав и объемы ремонтно-профилактических работ на различных этапах технической эксплуатации оборудования [23].
Сформированная программа, утвержденная в отраслевом или ином порядке, является нормативным документом. В дальнейшем эту программу можно использовать в качестве исходной для формирования программ ТОиР аналогичного оборудования. Одними из таких нормативных документов являются Положения о ППР [12, 13, 14].
Использование этих документов и лежит в основе третьего, нормативного метода формирования программы ТОиР оборудования. Очевидно, что каждый из рассмотренных методов формирования процессов технической эксплуатации является наиболее рациональным для конкретных условий. Так, первый метод наиболее приемлем при решении вопросов технической эксплуатации импортного оборудования новых видов моделей; второй метод - для нового оборудования на этапе, например, испытания опытно-промышленного образца; третий метод - на этапе планирования или пересмотра задач, технической политики, по технической эксплуатации уже используемого предприятием оборудования.
В табл. 2.3 приведены сведения из отраслевых Положений о ППР, касающиеся структур ремонтных циклов некоторых видов оборудования.
Таблица 2.3.
Характеристика структуры ремонтных циклов оборудования *1
| Оборудование __________________________ Признаки Вид | Число ремонтов в цикле ____________________ средних текущих | Число плано-вых осмот-ров (ТО) в межре-монтном периоде | Норма-льная продолжитель-ность ремон-тного цикла, ч (год) | ||
| Металлорежущее массой до 10 т | Точность Н П,В,А,С | - - | |||
| Кузнечно-прессо-вое: прессы, литьевое; молоты, ковоч-ные, гибочные ма-шины; с гидроприводом с ручным приво-дом | - | ||||
| Деревообрабаты-вающее, до 5 т | Точность Н | - | |||
| Литейное: смесители, песко-меты, стержневое, галтовочное; формовочное; Для спецлитья Для ремонта бы-товой техники Для изготовления и ремонта метал-лоизделий | - - - - |
Продолжение табл. 2.3.
| Швейные машины Трикотажное, шерсте- и ваточе-сальное Для изготовления и ремонта обуви Фотооборудова-ние Парикмахерских Для химической чистки органичес-кими растворите-лями Для химической чистки синтети-ческими раство-рителями Пятновыводные станки Прессы, манеке-ны, столы глади-льные химчисток Вспомогательное химчисток Стирально-от-жимные машины б/о**2 Центрифуги б/о Барабаны суши-льные автомати-зированные, раст-рясочные машины б/о Красильное (бар-ки) Ковровое Крановое Конвейеры | - - - - - - - - - - - |
Продолжение табл.2.3
| Энергетическое: котлы давлением (0,8-1,3) Мпа; химводоочистки и водоподготовки; воздухоподогре-ватели, экономай-зеры, бойлеры, теплообменники; вентиляторы-ды-мососы; компрессоры ро-тационные и пор-шневые; насосы центро- бежные, поршне-вые,дозировоч-ные; калориферы, цик-лоны; сети трубопровод-ные | - - - - - - - - | ||||
| Электротехничес-кое: сети электричес-кие, распредели-тельные устройст-ва, светильники; электродвигатели; аппаратура уп-равления и защиты электро-приводов; электросварочное | - - - - |
*1 - вторая структурная характеристика дана для двухвидовой структуры ремонтного цикла.
**2 - оборудование предприятий бытового обслуживания населения.
Глава 6. ПРИКЛАДНЫЕ ВОПРОСЫ ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
Обеспечение планирования технической эксплуатации
Процессы организации и планирования технической эксплуатации оборудования включают такие этапы как: составление ее планов, графиков; определение предстоящего объема работ; составление сметы затрат.
План-график технической эксплуатации оборудования в зависимости от его количества, продолжительности и условий эксплуатации составляется на год (годовой план-график) или иной период (квартал, месяц). При составлении план-графика учитывают принципы функционирования принятой на предприятии системы ТОиР, а исходными данными при этом являются: ведомость оборудования, включающая сведения о его типах, марках, инвентарных номерах; структура ремонтного цикла; ремонтная сложность оборудования; его планируемая сменность работы; дата и вид последнего ремонта (для восстанавливаемых изделий) или дата последнего технического обслуживания и контроля уровня надежности (для невосстанавливаемых изделий); продолжительность ремонтного цикла, межремонтного, межосмотрового периодов, периодов между контролем технического состояния или уровня надежности (если они проводятся как самостоятельные операции); нормы простоя оборудования. План-график оформляется по определенной форме, принятой на данном предприятии и утвержденной главным инженером или рекомендуемой Положением о ППР [12, 13, 14].
В связи с тем, что основная производственная деятельность физических и юридических лиц в большинстве случае (за исключением массового, крупносерийного типов производств) носит дискретный характер (частое изменение номенклатуры продукции; неритмичность производства, связанная с ее приостановкой по экономическим, конкурентным и иным причинам), то составляемые план-графики (особенно годовые) являются прогнозными, примерными. Указанные план-графики подлежат корректировке, с определенной периодичностью в зависимости от стабильности и продолжительности основной производственной деятельности предприятий и технического состояния оборудования. Поэтому для подобных предприятий на основе прогнозных план-графиков целесообразно разрабатывать, например, квартальные, основные план-графики технической эксплуатации. Для стабильно же работающих предприятий прогнозные план-графики в большей степени приближены к окончательным и в этом случае планирование технической эксплуатации оборудования можно считать окончательным, хотя и в этом случае план-графики подлежат корректировке в зависимости от действительного технического состояния оборудования. Поэтому контроль технического состояния оборудования, как самостоятельная технологическая операция, обязательно должен планироваться и проводиться или при проведении технического обслуживания оборудования, или отдельно.
Объем работ по технической эксплуатации оборудования на планируемый период определяется как в физическом выражении, так и в трудозатратах. При определении физических объемов работ руководствуются или типовыми технологическими процессами и объемами, указанными в Положениях о ППР и руководствах по эксплуатации оборудования, или на основе инженерной предварительной проработки процессов технической эксплуатации в соответствии с принципами, изложенными ранее (п. 2.5.).
Трудоемкость (трудозатраты) работ по технической эксплуатации оборудования определяется для различных целей, например, для определения штатов ремонтно-эксплуатационных служб предприятий, состава и количества ремонтно-технологического оборудования, составления сметы затрат на ремонты оборудования собственными силами или сторонними организациями и др. Трудоемкость работ определяется как по видам ремонтно-профилактических работ (станочные, слесарные, прочие), так и в целом. Расчет трудоемкости производят по видам и физическим объемам предстоящих работ на основе нормативов на их выполнение, в качестве которых можно принимать нормативы, указанные в Положениях о ППР. Нормы трудоемкости здесь приводятся, как правило, на единицу ремонтной сложности оборудования.
Ремонтная сложность различных типов оборудования машин определяется в условных единицах ремонтосложности. Единица ремонтосложности механической части оборудования - это ремонтосложность некоторой условной машины, трудоемкость капитального ремонта механической части которой при заданных требованиях технических условий на его выполнение и в неизменных организационно-технических условиях среднего ремонтного цеха предприятия соответствующего профиля равна [12, 13, 14]: 50 ч - для машиностроительных предприятий; 35 ч - для предприятий ремонта бытовой техники, фотографий, парикмахерских, химчистки, стирального, отделочного, вентиляционного оборудования; 15 ч - для швейного, обувного оборудования; 40 ч - для теплотехнического оборудования. Указанные нормативы могут быть изменены по ряду причин, например, в зависимости от количества используемых при капитальном ремонте, но приобретаемых предприятием со стороны, готовых деталей, блоков и др.
Единица ремонтопригодности электрической части оборудования по аналогии с ремонтосложностью механической части, соответствует трудоемкости капитального ремонта в объеме 12,5 ч.
Ремонтная сложность оборудования определяется или по данным Положений о ППР, или в сравнении с аналогом (эталоном) данного оборудования, для которого она известна, или, например для импортного оборудования, путем расчета.
Ремонтосложность механической части Rм оборудования в условных единицах может состоять из ремонтосложности кинематической Rk, гидравлической Rг, пневматической Rп частей, т.е.:
Rм = Rk + Rг + Rп, (2.28)
а ремнтосложность электрической части Rэ - из ремонтосложности электроаппаратов, приборов и проводки Rа, электродвигателей Rд, т.е.
Rэ = Rа + Rд. (2.29)
Ремонтосложность различного оборудования, находящегося в эксплуатации, приводится в справочной литературе [12, 13, 14]. Кроме этого имеются эмпирические формулы для определения ремонтосложности нового, импортного, уникального оборудования [12].
Для гидравлической части (гидроприводов) Rг определяется по формуле:
Rг = 0,1Р + 0,015Q + С + 0,003Sg × Q1 +
+0,001L + 0,05n +0,03m +0,003D, (2.30)
где Р - рабочее давление трехплунжерного насоса, МПа; Q - производительность трехплунжерного насоса высокого давления, л/мин; С=4 - коэффициент, учитывающий конструктивные особенности насосов остальных типов (кроме трехплунжерных); Q1 - производительность насосов остальных типов (кроме трехплунжерных), л/мин; L - длина цилиндра, мм; D - диаметр цилиндра, мм; n - число цилиндров; m - число клапанов, золотников, дросселей, реле, регуляторов и.т.д.
В случае, если в гидросистеме имеется несколько гидроцилиндров, расчет производят по наибольшему диаметру и наибольшей длине цилиндра. Полученную по формуле (2.30) ремонтосложность округляют до 0,5 условной единицы Rг.
Значения коэффициента g принимаются: для лопастных насосов одинарных - 1,0, сдвоенных - 1,9; для шестеренных насосов - 1,2; для поршневых - 1,5; для поршневых, сдвоенных с лопастными - 2,2.
Ремонтосложность электрической части оборудования определяется по формуле [12]:
Rэ = Rд + Ra, (2.31)
где Rд - суммарная ремонтосложность электромашин вращающихся, установленных на оборудовании; Ra - ремонтосложность электроаппаратуры и электропроводки.
Ремонтосложность Rд электромашин определяют по формуле:
Rд = SRoдi × Кт × Кс , (2.32)
где Roдi - общая для всех типов электромашин ремонтосложность (табл. 2.4); Кт - коэффициент типа электромашины (табл. 2.5); Кс - коэффициент числа скоростей электромашины.
Таблица 2.4.
Значения общей части ремонтосложности электромашин
| Мощность электромашин, кВт | При n , об/мин _________________________________________________ 3000 ê 1500 ê 1000 ê 750 ê600 и менее | ||||
| До 0,6 | 1,0 | 1,1 | 1.3 | 1,4 | 1,5 |
| с 0,6 до 1,5 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 |
| 1,6 - 3,0 | 1,1 | 1,3 | 1,5 | 1,7 | 1,8 |
| 3,1 - 5,0 | 1,3 | 1,6 | 1,9 | 2,0 | 2,1 |
| 5,1 - 7,0 | 1,5 | 1,8 | 2,1 | 2,3 | 2,4 |
| 7,1 - 10,0 | 1.7 | 2,1 | 2,4 | 2,6 | 2,8 |
Примечание. Для электромашин постоянного тока с регулируе-
мой частотой вращения ротора Roдi выбирают по
наименьшей частоте вращения. Для многоскорост-
ных электромашин переменного тока Roдi выби-
рают по верхней ступени мощности и меньшей
частоте вращения.
Таблица 2.5.
Значения коэффициента Кт
| Тип электромашин | Кт |
| Асинхронные с короткозамкнутым рото-ром, защищенные и закрытые (кроме серий АО и Т) | 1,0 |
| То же, АО-2 и Т | 0,9 |
| Синхронные | 1,2 |
| С фазным ротором | 1,3 |
| Взрывобезопасные | 1,3 |
| Крановые | 1,3 |
| Коллекторные постоянного и переменного тока | 1,7 |
Значение коэффициента Кс равно при числе скоростей: одной - 1,0; двух - 1,3; трех - 1,7; четырех и более - 2,1 (машины постоянного тока с регулируемой частотой вращения ротора относятся к односкоростным).
Ремонтосложность электроаппаратуры и электропроводки определяют по формуле:
Ra = Кп × Rд + 0,1 (А1 × Ка1 + ...+А6Ка6), (2.33)
где Кп × Rд - ремонтосложность электропроводки; Кп - коэффициент ремонтосложности электропроводки (Кп=0,1 при числе электромашин nэ £ 2 и Кп =0,3 при числе электромашин nэ > 2); А1....А6 - число электроаппартуры различных групп (табл. 2.6); Ка1....Ка6 - коэффициенты ремонтосложности аппаратуры.
Полученную по формуле (2.33) ремонтосложность округляют до 0,5 Ra.
Таблица 2.6.
Группировка электроаппаратуры
| Группа | Электроаппараты, входящие в состав группы | Коэффициент ремонтосложности Ка ___________________ Обозначе- Значение ние | |
| А1 | Клеммы, предохранители | Ка1 | 0,2 |
| А2 | Арматура местного освещения и сиг-нальных ламп, конечные выключатели, микропереключатели, реле тепловые (кроме встроенных в пусковую аппара-туру), станции кнопочные (двухкнопоч-ные) | Ка2 | 0,3 |
| А3 | Выключатели пакетные, переключатели барабанные пакетные, разъемы, реле разные (кроме программных, тепловых и скорости), рубильники, ящики сопро-тивлений | Ка3 | |
| А4 | Автоматы, выпрямители, командо- аппараты, контакторы,контроллеры, муфты электромагнитные, приборы измерительные, пускатели магнитные, реле скорости, трансформаторы, электромагниты | Ка4 | |
| А5 | Командоаппараты регулируемые, пли-ты магнитные, реостаты | Ка5 | |
| А6 | Реле времени программные, усилители магнитные | Ка6 |
В работе [12] приведены расчетные формулы по определению ремонтосложности металлорежущих станков, кузнечно-прессового, деревообрабатывающего, литейного (фильтры, шнеки, пескометы) и др. оборудования.
Дата добавления: 2015-02-16; просмотров: 1981;