Методи і засоби вимірювання зубчастих коліс
Параметри точності зубчастих коліс і передач встановлюють у робочих кресленнях відповідно до їх функціонального призначення. Засоби вимірювання та контролю використовують як для визначення якості зубчастих коліс і передач, так і для налагодження зубооброблювальних верстатів.
Під час добору контрольованих параметрів керуються принципом інверсії, за яким вибирають такі параметри і способи контролю, які найкраще відповідають вимогам експлуатації зубчастих коліс і передач. З цією метою, наприклад, віддають перевагу вимірюванню міжцентрової відстані з однопрофільним зчепленням перед двопрофільним, вимірюванню за допомогою зубчастого колеса перед вимірюванням окремих параметрів (наприклад, кроку, радіального биття тощо), вимірюванню з базуванням контрольованого зубчастого колеса на центральний отвір перед базуванням на його зовнішню поверхню тощо. Використовувані контрольно-вимірювальні засоби часто дають змогу контролювати точність не одного, а кількох параметрів водночас.
|
Рис. 4.29 Рис. 4.30
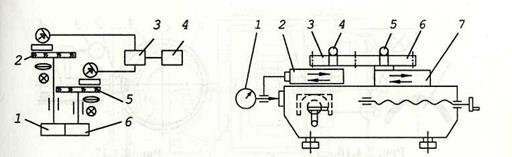
Показники кінематичної точності контролюють спеціальними пристроями. Схема ЗВТ для контролю найбільшої кінематичної похибки зубчастого колеса  для однопрофільного зчеплення зображена на рис. 4.29. Кінематичну похибку пари зубчастих коліс 1і6 вимірюють за допомогою скляних прозорих лімбів 5 і 2, що мають радіальні риски з ціною поділки 2'. Переміщення рисок зумовлює відповідні імпульси електричного струму у фотодіодах, які освітлюються променями, що проходять від джерела світла через скляні лімби до діодів. Зсув фаз імпульсів, зумовлений кінематичною похибкою зубчастих коліс 1 і 6, визначають за допомогою фазометра 3 із засобом реєстрування 4. За допомогою таких засобів контролюють зубчасті колеса та передачі діаметрами коліс 20-320 мм для зовнішнього зчеплення та 60-250 мм для внутрішнього. У разі використання замість одного з контрольованих коліс 1 чи 6 еталонного зубчастого колеса отримують змогу контролювати кінематичну похибку одного окремого зубчастого колеса.
для однопрофільного зчеплення зображена на рис. 4.29. Кінематичну похибку пари зубчастих коліс 1і6 вимірюють за допомогою скляних прозорих лімбів 5 і 2, що мають радіальні риски з ціною поділки 2'. Переміщення рисок зумовлює відповідні імпульси електричного струму у фотодіодах, які освітлюються променями, що проходять від джерела світла через скляні лімби до діодів. Зсув фаз імпульсів, зумовлений кінематичною похибкою зубчастих коліс 1 і 6, визначають за допомогою фазометра 3 із засобом реєстрування 4. За допомогою таких засобів контролюють зубчасті колеса та передачі діаметрами коліс 20-320 мм для зовнішнього зчеплення та 60-250 мм для внутрішнього. У разі використання замість одного з контрольованих коліс 1 чи 6 еталонного зубчастого колеса отримують змогу контролювати кінематичну похибку одного окремого зубчастого колеса.
Схема міжцентроміра, що має оправки 4 і 5, до яких щільно припасовують контрольоване 6 та зразкове 3 зубчасті колеса, зображена на рис. 4.30. Оправка 5 закріплена на нерухомому супорті 7, розміщення якого можна змінювати під час налагодження міжцентроміра на задану міжцентрову відстань, а оправка 4 закріплена на рухомому супорті, що притискається пружиною так, щоб обидва зубчасті колеса були щільно зчеплені. Під час обертання зубчастих коліс колесо 6 разом з оправкою 4 і супортом 2 переміщається відповідно до похибок зубчастого колеса 6. Значення та знак цього переміщення вимірюють за допомогою вимірювальної головки 1.
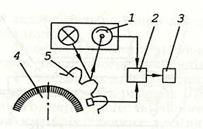
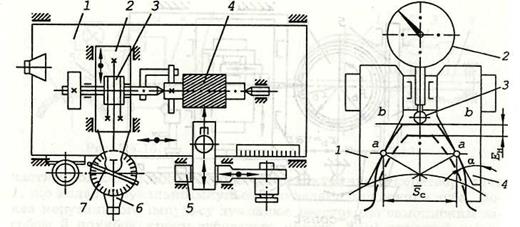
Накопичену похибку одного або k кроків переважно контролюють пристроєм, схема якого зображена на рис. 4.31. Під час неперервного обертання зубчастого колеса 5 в електронний блок 2 надходять електричні імпульси від кругового фотоелектричного перетворювача 4, встановленого на одній осі з вимірюваним зубчастим колесом, і від лінійного фотоелектричного перетворювача 1, що видає керувальні імпульси про задане положення зуба. Поява керувального імпульсу зумовлює реєстрацію самописним засобом 3 похибок кроку зубчастого колеса. Такі пристрої дають змогу вимірювати похибки зубчастих коліс діаметром 5...200 мм з модулем 0.2...10 мм.
|
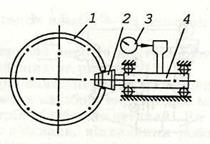
Рис. 4.31. Крокомір Рис. 4.32. Биттємір
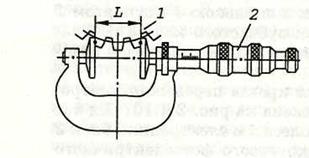
Радіальне биття зубчастого колеса контролюють биттємірами (рис. 4.32). Вони мають профільні наконечники 2 з кутом конуса 40° для контролю зовнішніх зубчастих поверхонь. Для контролю внутрішніх зубчастих поверхонь профільні наконечники роблять сферичними. Різниця показів вимірювальної головки 3 на супорті 4 характеризує биття контрольованого зубчастого колеса. Коливання довжини спільної нормалі контролюють спеціальними пристроями з мікрометричними, ноніусними, індикаторними вимірювальними головками. Наприклад, мікрометричний нормалемір (рис. 4.33) має два наконечники з паралельними вимірювальними плоскими поверхнями й мікрометричну головку 2. Для контролю коливань довжини спільної нормалі спочатку, визначивши за геометричними формулами номінальне значення довжини спільної нормалі, за допомогою блока кінцевих мір довжини настроюють нормалемір на нульову позначку, а потім, виміривши відхилення довжини спільної нормалі у кількох місцях (більше трьох) на всій зовнішній поверхні зубчастого колеса порівнюють їх значення з граничним, зазначеним у робочому кресленні.
|
Рис. 4.33. Мікрометричний нормалемір
Показники плавності роботи зубчастих коліс і передачконтролюють спеціальними контрольно-вимірювальними пристроями. Наприклад, місцеву кінематичну похибку визначають за допомогою пристрою для вимірювання кінематичної точності (див. рис. 4.29), а похибку профілю зубів — за допомогою еволь-вентоміра (рис. 4.34). Принцип роботи евольвентоміра ґрунтується на порівнянні еталонної та реальної евольвентних поверхонь. На цій схемі еталонну евольвентну поверхню відтворюють за допомогою сектора 6, розміщеного на одній осі з контрольованим зубчастим колесом. Лінійкою обкатування евольвентної поверхні служить супорт 4, зв'язаний з сектором 6 за допомогою стрічок 5. Радіус основного кола змінюють під час налагодження евольвентоміра за допомогою переміщення упора 3, що знаходиться на вимірювальному супорті. Під час налагодження нормалеміра на заданий радіус основного кола використовують мікроскоп 1.
Широко застосовують також стаціонарні (для значних за розмірами зубчастих коліс) і переносні індикаторні та мікрометричні контрольно-вимірювальні пристрої, призначені для вимірювання кроків зубчастих коліс.
Якість контакту зубів у передачі також контролюють спеціальними вимірювальними засобами. Найпоширенішими серед них є ручні та автоматизовані контрольно-обкочувальні верстати та пристрої, що дають змогу визначати величину контактних плям контрольованих зубчастих коліс. Для цього спочатку поверхні зубів контрольованого зубчастого колеса фарбують і сушать, а потім у парі зі зразковим чи
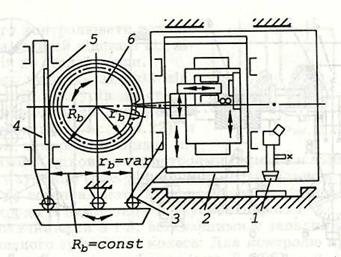
Рис. 4.34. Евольвентомір
еталонним зубчастим колесом під навантаженням прокручують кількома повними обертами. За знятою (стертою) фарбою визначають якість контрольованого зубчастого колеса.
Часто контактні плями вимірюють після встановлення зубчастих коліс у вироби і напрацювання ними заданої частини ресурсу в умовах, близьких до експлуатаційних.
Розглянемо схему контрольно-вимірювального засобу для контролю похибок направлення зубів на рис. 4.35. Повздовжнє переміщення стола 1 разом з контрольованим зубчастим колесом 4 порівнюють із заданою евольвентною поверхнею. Узгодженість лінійного та обертового рухів зубчастого колеса забезпечують за допомогою нахиленої лінійки та охоплювальних шпинделів З стрічок, кінці яких закріплені до поперечного супорта 2. Вимірювальний вузол 5, встановлений на основі, налагоджують на задані параметри зубчастого колеса, а мікроскоп 6 дає змогу точно встановлювати лінійку 7 на заданий кут.
Величину бічного проміжку складеної передачі часто контролюють наборами щупів, виготовленими з плюмбієвих чи інших м'яких матеріалів, які вставляють між робочими поверхнями зубів коліс. Бічний проміжок для окремого зубчастого колеса контролюють вимірюючи потоншення зубів або зміщення (у тіло зуба) вихідного контуру. Цей параметр зручно вимірювати тангенційними зубомірами (рис. 4.35), що мають два щупи 1 і 4, вимірювальні стержень З і головку 4. Перед вимі-
рюванням зубомір налагоджують на задану величину модуля зубів контрольованого зубчастого колеса за допомогою каліброваних роликів.
|
Рис. 4.35. Схема контролю похибок направлення зубів
Зубоміри дають змогу контролювати товщину зубів на заданій відстані від лінії виступів до сталої хорди.
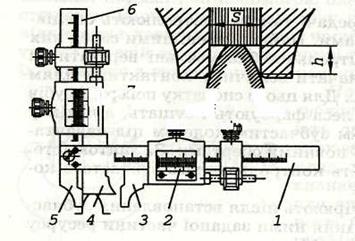
Товщину зубів на заданій відстані від лінії виступів до сталої хорди вимірюють за допомогою штангензубомірів (рис. 4.36), з ноніусними, мікрометричними, індикаторними відліковими пристроями (вимірювальні головки). У ноніусному зубомірі (рис. 4.36) задане розміщення сталої хорди 4 (розмір Н) встановлюють за допомогою ноніусної пари 6-7, а довжину хорди 5 вимірюють ноніусною парою 1-2 і вимірювальними наконечниками 3 і 5, вставленими у западини між зубами контрольованого зубчастого колеса. Для контролю профілю зубів широко застосовуються шаблони (рис. 4.37).
|
|
Рис. 4.37. Шаблони
Рис. 4.36. Штангензубомір
Спеціальні стаціонарні та переносні контрольно-вимірювальні засоби різних класів точності для ручного та автоматизованого, пасивного та активного контролю, з аналоговими та цифровими показувальними та реєструвальними блоками, з частковим обробленням отриманих результатів контролю та вимірювання використовують для параметрів циліндричних, конічних зубчастих коліс і черв'яків.
Дата добавления: 2015-02-07; просмотров: 3056;