Контроль та вимірювання розмірів конічних поверхонь
Конічні поверхні переважно контролюють за допомогою приладів для прямих і посередніх вимірювань лінійних розмірів і калібрів.
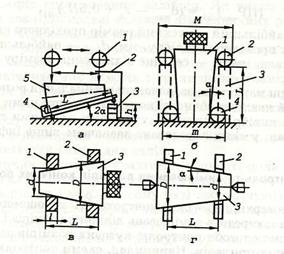
Розглянемо способи контролю кутових розмірів за допомогою вимірювальних приладів. Наприклад, схеми контролю і вимірювання кутових розмірів зовнішніх конічних поверхонь зображені на рис. 4.16.Пристрій (рис. 4.16, а) складається з синусної лінійки 4, вимірювальної головки 1, встановленої та закріпленої на штативі 2, блока кінцевих мір 3 і контрольованого виробу 5. Його використовують для вимірювання й контролю невеликих кутових розмірів поверхонь конічних виробів, наприклад різальних інструментів, конусів тощо. Розмір блока кінцевих мір h розраховують за кутовим розміром, зазначеним у робочому кресленні виробу за умови паралельності поверхні розмічувальної плити чи предметного столика, на яких монтується пристрій. Синусну лінійку добирають за стандартною міжцентровою відстанню (100 чи 200 мм) між осями її опорних циліндричних поверхонь відповідно до лінійного розміру виробу. Як видно з рис. 4.16,
h = L*sin2α ,
де h – розмір блока кінцевих мір, мм;
L – міжцентрова відстань між осями опорних циліндричних поверхонь, мм;
|
2α – кутовий розмір контрольованої конічної поверхні, °.
Рис. 4.16. Схема вимірювань зовнішніх конічних поверхонь
За допуском кутового розміру відповідно до робочого креслення виробу, прийнявши довільний розмір відрізка довжини твірної конічної поверхні за l, визначають граничні відхилення лінійних розмірів діаметра конічної поверхні на одному з кінців дібраного відрізка твірної, умовно прийнявши діаметр конічної поверхні на другому кінці відрізка твірної за нульове значення,
 ,
,
де  — граничне відхилення розміру діаметра конічної поверхні на одному з кінців дібраного відрізка твірної, мм;
— граничне відхилення розміру діаметра конічної поверхні на одному з кінців дібраного відрізка твірної, мм;
l — дібрана довжина відрізка твірної конічної поверхні, мм;
 — допуск кутового розміру 2а виробу, °.
— допуск кутового розміру 2а виробу, °.
Контрольовану конічну поверхню вважають придатною, якщо різниця показів за шкалою вимірювальних головок (чи однієї головки) на початку та кінці дібраного відрізка твірної конічної поверхні не перевищує . Для вимірювання істинного значення кутового розміру виробу за різницею показів шкал вимірювальних головок з урахуванням їх знака визначають істинне значення відхилення кутового розміру виробу від заданого у робочому кресленні номінального.
Пристрій (рис. 4.16, б), розміщений на предметному столику чи розмічувальній плиті з використанням двох каліброваних роликів 2 і двох блоків кінцевих мір 3 однакового розміру L, дає змогу вимірювати чи контролювати кутовий розмір виробу з конічною поверхнею. Виміривши дві основи геометричної трапеції М і т та враховуючи розмір дібраних блоків кінцевих мір за допомогою відносного способу, визначають істинний кутовий розмір виробу за формулою
 ,
,
де α – половина кутового розміру конічної поверхні виробу,°;
М і т – розміри обох основ трапеції, мм;
L – розмір блоків кінцевих мір, мм.
Контролюють кутовий розмір конічної поверхні виробу за допомогою допуску різниці довжин обох основ трапеції, визначеного як
 ,
,
де  — допуск різниці довжин основ трапеції М і т, мм;
— допуск різниці довжин основ трапеції М і т, мм;
 і
і  — найбільше та найменше граничне значення половини кутового розміру конічної поверхні виробу відповідно до вимог робочого креслення, °.
— найбільше та найменше граничне значення половини кутового розміру конічної поверхні виробу відповідно до вимог робочого креслення, °.
Як і для пристрою (рис. 4.16, б), вимірюють чи контролюють кутовий розмір виробу 3 за допомогою каліброваних кілець 1і2 (рис. 4.16, в) чи ножів 1 і 2 (рис. 4.16, г) на універсальному мікроскопі. Відстані L — l (рис. 4.16, в) і L (рис. 4.16, г) між кільцями чи ножами залежно від заданої точності визначають засобами для вимірювання лінійних розмірів (лімбів мікроскопів тощо).
Схеми контролю та вимірювання кутових розмірів внутрішніх конічних поверхонь зображені на рис. 4.17. Порядок роботи з пристроями (рис. 4.17, а і б) з використанням синусної лінійки 5, штатива І, вимірювальної головки 2 та блока кінцевих мір 4 аналогічний порядку роботи з пристроєм (рис. 4.17, а).
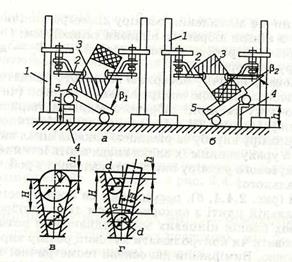
Рис. 4.17. Схема вимірювань внутрішніх конічних поверхонь
Контроль та вимірювання кутового розміру внутрішньої конічної штатива 1, вимірювальної головки 2 та блока кінцевих мір 4 аналогічний порядку роботи з пристроєм (рис. 4.16, а). поверхні за допомогою каліброваних кульок діаметрами D і d (рис. 4.17, в) такий же, як для пристрою (рис. 4.16, б), з тією тільки різницею, що замість розміру L беруть суму розмірів Н і h, а замість розмірів М і т — відповідно розміри D і d.
За допомогою пристрою (рис. 4.17, г) з використанням двох каліброваних кульок однакового діаметра d та одного каліброваного ролика діаметром т кутовий розмір конічної поверхні контролюють чи вимірюють лінійними розмірами Н і h як
 ,
,
де т — діаметр каліброваного ролика, мм;
l = Н — h; Н і h — відстані торцевої поверхні виробу з конічною поверхнею до верхніх точок каліброваних кульок діаметра d.
Граничні калібри для отворів (рис. 4.18, а і в) та калібри для валів (рис. 4.18, б і г) дають змогу контролювати базові відстані 2 виробів з конічними внутрішніми та зовнішніми поверхнями за допомогою рисок, нанесених на їх спеціальні поверхні (рис. 4.18, а, в і г) чи спеціальні торцеві поверхні, які для придатних за кутовими розмірами конічних поверхонь виробів мають перебувати у межах допуску на базову відстань. На рис. 4.18, д зображено складені калібр для отвору та контрольовану втулку, у якої спеціальна (базова) поверхня торця точно збігається з контрольованою рискою (серединою поля допуску базової відстані) на калібрі.
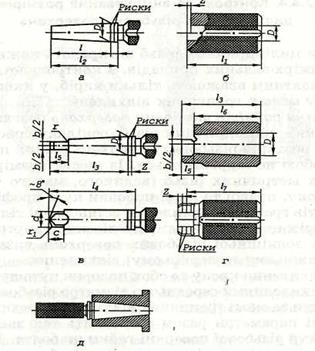
Рис. 4.18. Контроль конічних поверхонь граничними калібрами
Калібри-пробники (ГОСТ 2849-94) застосовують для контролю конічних поверхонь інструментальних конусів, фіксаторів, конусів негерметичних конічних з'єднань, у яких кутовий розмір виконаний з високим ступенем точності. Такі калібри використовують тільки для проміжного технологічного контролю кутових розмірів виробів перед їх попарним притиранням, тобто перед кінцевою технологічною операцією їх виготовлення. Кутові розміри поверхонь невисокої точності контролюють переважно за допомогою шаблонів.

|

|
|
|
|
|
|
|
|
|
|
|
Дата добавления: 2015-02-07; просмотров: 1674;