Методи і засоби вимірювання різьб
Параметри циліндричних різьб вимірюють кожний окремо за допомогою вимірювальних приладів, а контролюють комплектом калібрів. Придатним вважають тільки виріб, у якого всі розміри перебувають у межах граничних відхилень.
Вимірювання розмірів різьбових поверхоньрозглянемо на прикладі метричних циліндричних різьб, оскільки способи та засоби вимірювання розмірів різьбових поверхонь різних профілів практично між собою не відрізняються. Із шести розмірів поверхонь циліндричних метричних різьб (великого, малого та середнього діаметрів, кроку, правої та лівої половин кута профілю) відповідно до стандартів граничні відхилення встановлені тільки для трьох діаметрів. Окрім цього, для великого діаметра внутрішньої та малого діаметра зовнішньої різьбових поверхонь визначено тільки по одному (нижньому та верхньому) відхиленню.
Істинні відхилення кроку та обох половин кута профілю разом з істинними відхиленнями середнього діаметра різьбової поверхні не мають виходити за межі граничних відхилень середнього діаметра. Усі перелічені параметри разом становлять так званий зведений середній діаметр різьбової поверхні гайки чи болта. Для визначення придатності зовнішніх і внутрішніх різьбових поверхонь вимірюють усі шість їх параметрів, а потім придатність великих і малих діаметрів визначають, порівнюючи їх істинні розміри з граничними відповідно до стандартів чи робочих креслень, а придатність решти чотирьох параметрів встановлюють порівнянням розрахункових значень зведених середніх діаметрів з граничними.
Для вимірювання параметрів різьбових поверхонь залежно від заданої точності використовують універсальні засоби вимірювання лінійних і кутових розмірів, але, зважаючи на специфіку різьбових поверхонь, для вимірювання середніх діаметрів зовнішніх і внутрішніх різьбових поверхонь, великих діаметрів внутрішніх різьбових поверхонь і малих діаметрів зовнішніх різьбових поверхонь, кроків та половин кутів профілю, окрім універсальних, використовують ще й спеціальні засоби вимірювання.
Наприклад, усі розміри зовнішніх різьбових поверхонь вимірюють за допомогою інструментальних мікроскопів і проекторів; розміри внутрішніх різьбових поверхонь (окрім розміру малого діаметра) визначають спеціальними вимірювальними пристроями; середні діаметри зовнішніх і внутрішніх значних за величиною різьбових поверхонь вимірюють різьбовими мікрометричними засобами вимірювання. Ці мікрометри відрізняються від гладких наявністю у них спеціальних вкладнів, які добирають залежно від профілю та розмірів різьбової поверхні й вставляють в отвори шпинделя та п'ятки мікрометрів.
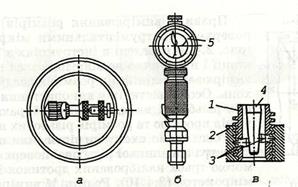
Рис. 4.19.
Середній діаметр різьбової поверхні вимірюють трьома каліброваними дротиками, середній діаметр внутрішніх різьбових поверхонь значних розмірів визначають мікрометрами (штихмасів), (рис. 4.19, а), а діаметри менших розмірів спеціальними різьбовими вкладнями (рис. 4.19, б і в).
Різьбовий вимірювальний вкладень (рис. 4.19, в) має різьбовий калібр 1, виготовлений з гарантованим проміжком відносно контрольованої різьбової поверхні гайки 2, вкладня 3 зі сферичними поверхнями, конічний вимірювальний стержень 4 та вимірювальну головку 5 зі шкалою.
Вимірювання розмірів різьбової поверхні за допомогою сферичних вкладнів аналогічне вимірюванню її розмірів каліброваними дротинками.

|
Рис. 4.20.
Правила вимірювання розмірів різьбових поверхонь інструментальними мікрометрами (рис. 4.20) наведені в інструкціях з їх експлуатації і практично не відрізняються від правил вимірювання лінійних розмірів гладких поверхонь. Особливістю їх є використання спеціальних різьбових вкладнів, які добирають залежно від профілю та розмірів різьбових поверхонь. Розглянемо схему вимірювання середнього діаметра зовнішньої різьбової поверхні за допомогою трьох каліброваних дротинок і гладкого мікрометра (рис. 4.21).

|
Рис. 4.21 .Схема вимірювання різьби методом трьох дротинок
Розмір М вимірюють гладким мікрометром (довгоміром, оптиметром тощо), а значення середнього діаметра різьбової поверхні визначають за формулою

де М — лінійний розмір, визначений за допомогою вимірювального приладу, мм;
d — діаметр каліброваних дротинок, який знаходять залежно від розмірів кроку та кута профілю різьбової поверхні, за умови, що точки дотику поверхонь дротинок і профілю різьбової поверхні лежать на рівній лінії, яка ділить профіль на рівні частини, мм. Тоді найвигідніший діаметр дротинок визначають за формулою
 ,
,
де Р – крок різьбової поверхні;
α - кут профілю, град.
Для метричної різьби ці формули приймуть вигляд
 ;
;  .
.
Контролюють розміри різьбових поверхоньза допомогою комплексних прохідних і поелементних непрохідних калібрів. Малий діаметр внутрішньої різьбової поверхні та великий діаметр зовнішньої контролюють калібрами ПР і НЕ як для гладких циліндричних поверхонь відповідних граничних розмірів (рис. 4.22). Середній та малий діаметри зовнішніх різьбових поверхонь, середній та великий діаметри внутрішньої різьби, а також кути профілю й крок контролюють комплексними прохідними калібрами. Непрохідними калібрами практично контролюють тільки середній діаметр різьбових поверхонь.

|
Рис. 4.22
З метою одночасного контролю розмірів середніх діаметрів різьбових поверхонь і точності форми циліндричних поверхонь, на яких нарізана різьба, довжину прохідних калібрів виконують відповідно до зазначеної у робочих кресленнях довжини згвинчування заданої різьби, а при відсутності таких вимог, — за вимогами стандартів.
Профілі зовнішніх різьбових поверхонь виробів контролюють також за допомогою шаблонів, зображених на рис. 4.23.

Рис. 4.23. Контроль різьби шаблонами
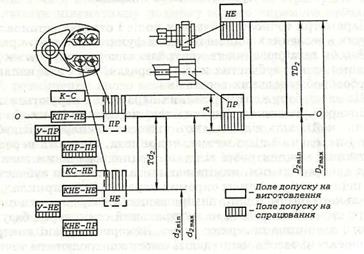
У стандартах для різьбових калібрів наведені схеми розміщення полів допусків робочих і контрольних калібрів окремо для великого, середнього та малого діаметрів різьбових деталей. Як і для калібрів гладких циліндричних з'єднань, відхилення робочих калібрів встановлені відносно найбільшого та найменшого граничних розмірів різьбових зовнішніх і внутрішніх поверхонь, а відхилення контрольних калібрів — від найбільшого та найменшого розмірів відповідних робочих калібрів.
Як видно зі схеми розміщення полів допусків для середнього діаметра різьбового з'єднання (рис. 4.24) для зовнішніх різьбових поверхонь, крім робочих калібрів ПР і НЕ та контрольних калібрів КПР-ПР, КПР-НЕ, КНЕ-ПР і КНЕ-НЕ встановлені ще поля допусків і відхилення для установчих калібрів У-ПР і У-НЕ, що служать для налагодження на заданий розмір регульованих різьбових калібрів для гвинтів ПР і НЕ. Для внутрішніх різьбових. поверхонь стандартами встановлені тільки робочі калібри.
Профілі різьбових калібрів роблять такими, щоб вони давали змогу контролювати тільки задані розміри, а не форму поверхонь.
|
Рис. 4.24. Схема розміщення полів допуску різьбових калібрів
Дата добавления: 2015-02-07; просмотров: 3444;