Применение, используемые материалы и основные типы передач
Назначение передачи винт-гайка — преобразование вращательного движения в поступательное. Передачи обеспечивают большой выигрыш в силе, возможность получения медленного движения, большую несущую способность при малых габаритах, возможность достижения высокой точности перемещений, простоту конструкции и изготовления,
К недостаткам передач скольжения следует отнести большие потери на трение и низкий к. п. д., а поэтому невозможность применения при больших скоростях перемещений. Скорость скольжения в резьбе больше скорости осевого перемещения в  раз, где
раз, где  — угол подъема резьбы, т. е. обычно в 10—40 раз.
— угол подъема резьбы, т. е. обычно в 10—40 раз.
Наиболее характерные области применения передач винт — гайка: поднятие грузов (домкраты); нагружение в испытательных машинах; осуществление процесса механической обработки (винтовые прессы, станки), управление оперением самолетов; точные делительные перемещения (измерительные машины, станки); установочные перемещения для настройки и регулирования машин; движение рабочих органов роботов.
Передачи винт — гайка делятся на передачи скольжения и качения.
Передачи скольжения сохранили применение ввиду простоты.
В отличие от крепежных резьб, в которых важна повышенная надежность против самоотвинчивания, в передаточных (грузовых и ходовых) винтах важно малое трение. Поэтому для этих винтов применяют резьбы с малыми углами профиля — трапецеидальные резьбы. Трапецеидальную резьбу в основном диапазоне диаметров выполняют с мелкими, средними и крупными шагами. Основное применение имеет резьба со средними шагами. Мелкую резьбу применяют для перемещений повышенной точности и относительно медленных перемещений. Крупную резьбу применяют в тяжелых по износу условиях работы.
Для очень точных перемещений применяют трапецеидальные резьбы с уменьшенным углом профиля и прямоугольные резьбы, преимуществом которых является меньшее влияние неизбежных радиальных биений винта на точность перемещений, а также несколько меньшие потери на трение.
Недостатком прямоугольной резьбы, препятствующим ее распространению, является трудность изготовления — невозможность окончательной обработки фрезерованием и шлифованием.
Для точных винтов делительных и измерительных машин иногда применяют треугольные резьбы с углом профиля 30° или даже 60°, которые могут быть изготовлены с малыми шагами. Для винтов, подверженных большим односторонним осевым нагрузкам в прессах, нажимных устройствах прокатных станов и т. д., применяют упорную резьбу.
Винты, не подвергаемые закалке, изготовляют из сталей 45, 50 или А45, А50 и А40Г (с содержанием 0,15—0,5% свинца), У10А; подвергаемые закалке выполняют из сталей 65Г, 40Х и др.; азотируемые — из сталей 40ХФА, 18ХГТ. Материал гаек — бронзы оловянистые Бр.ОФ 10-1, Бр.ОЦС 6-6-3 и цинковый сплав ЦАМ 10-5 и др. Резьбу на винтах изготовляют нарезанием, фрезерованием, а в последнее время также накаткой. Точные резьбы после термической обработки шлифуют.
Передача винт-гайка может быть выполнена с вращающимся винтом и поступательно перемещаемой гайкой (наиболее распространенное исполнение), с вращающимся и одновременно поступательно перемещаемым винтом при неподвижной гайке (простые домкраты, рисунок 3.29), а также с вращающейся гайкой и поступательно перемещаемым винтом.
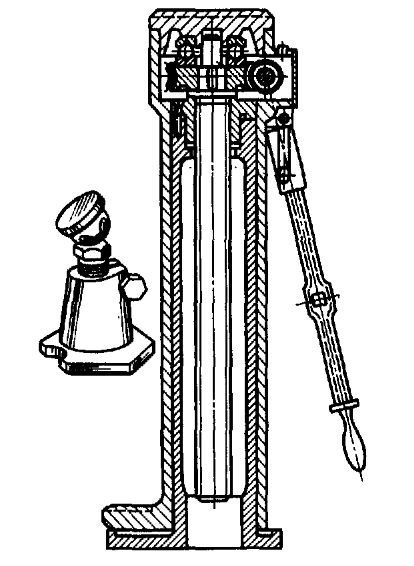
Рисунок 3.30 – Винтовой и бутылочный домкрат
Для увеличения хода применяют телескопические конструкции с двумя винтовыми парами.
Для очень медленных перемещений применяют винты с дифференциальный резьбой, т. е. с двумя резьбами одного направления, но с разными шагами. При повороте винта на один оборот подвижный узел перемещается на величину, равную разности шагов резьб, которая может быть очень малой.
В отдельных случаях применяют передачи дифференциального типа с вращением и винта и гайки. Эти передачи позволяют осуществлять привод и сложение движений от двух источников. Например, в механических самоходных головках станков привод рабочей подачи часто осуществляется от главного двигателя вращением винта, а быстрый отвод и подвод от другого двигателя – вращением гайки, или наоборот.
При необходимости особо точных перемещений, например в прецизионных станках, применяют корректирующие устройства, компенсирующие ошибки винтов. Это достигается небольшими поворотами или осевыми перемещениями гайки, благодаря чему перемещаемый узел получает малые дополнительные поступательные перемещения. Проверив точность выполнения ходового винта, изготовляют специальную коррекциодную линейку, которая воздействует на рычаг поворота гайки.
Рисунок 3.31 – Коррекционная линейка
Винты обычно устанавливают на двух опорах, расположенных по концам. Короткие винты выполняют с одной опорой, причем второй опорой служит гайка.
Осевую фиксацию вращающихся винтов от перемещений в обе стороны осуществляют обычно в одной опоре. Длинные винты иногда фиксируют в двух опорах, чтобы винт в обе стороны работал на растяжение.
Простые гайки выполняют в форме втулок с фланцем для осевого крепления (рисунок 3.32 а и б). Вращающиеся гайки обычно поддерживаются подшипниками скольжения, охватывающими гайку, и шариковыми подпятниками, реже подшипниками качения.
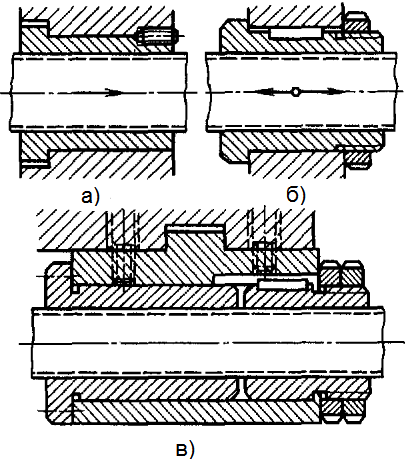
Рисунок 3.32 – Гайки скольжения
Гайки для точных перемещений узлов, подверженных знакопеременным нагрузкам, выполняют с компенсацией зазора. Это достигается применением сдвоенных гаек, которые для регулирования смещаются одна относительно другой в осевом направлении. Смещение происходит с помощью клина, резьбы или пружины (рисунок 3.32 в).
Дата добавления: 2015-02-05; просмотров: 1404;