ЗАГАЛЬНІ КОНСТРУКЦІЙНІ ЕЛЕМЕНТИ АПАРАТІВ
Навчальний посібник
для студентів економічних спеціальностей
заочної форми навчання
Технічний редактор О.І.Шелудько
Зведений план 2009 р., поз. № ___
Підписано до друку 2009 р. Формат 60 х 84/16. Папір офсетний.
Гарнітура Times New Roman. Друк – ризографія. Ум.друк.арк.
Обл.-вид.арк. Тираж ______ прим. Зам.№

Донецький національний університет економіки і торгівлі
імені Михайла Туган-Барановського
83050, м.Донецьк, вул.Щорса, 31.
Редакційно-видавничий відділ ННІЦ
83023, м.Донецьк, вул.Харитонова, 10. Тел.: (062) 97-60-45
Свідоцтво про внесення до Державного реєстру видавців, виготівників і
розповсюджувачів видавничої продукції ДК № 1106 від 05.11.2002 р.
ЗАГАЛЬНІ КОНСТРУКЦІЙНІ ЕЛЕМЕНТИ АПАРАТІВ
Ортодонтичні апарати, різні за конструкцією і призначенням, мають однакові елементи.
1.Основні опорно-утримуючі пристрої: коронки, кільця, капи, кламери, фіксатори, опорні дуги, базиси, їх призначення — міцно утримувати апарат у порожнині рота.
2.Допоміжні фіксуючі елементи: трубки, замкові пристрої, кнопки, гачки, петлі, дотичні балочки та ін. Вони призначені для укріплення на опорно-утримуючих деталях апаратів регулюючих пристроїв, а балочки — для передачі тиску на зуби, розміщені поряд з опорним.
3. Регулюючі частини апаратів: дуги, пружини, петлі, важелі, штовхачі, ортодонтичні гвинти, лігатури, гумові кільця чи стрічки (тяги), накушувальні і похилі площадки і площини. Вони утворюють і передають механічні сили (тиск, тягу) на переміщувані зуби, зубні ряди.
Металеві деталі ортодонтичних апаратів дитячих протезів з'єднують в основному методом паяння, використовуючи такі припої: олов'яний — м'яке паяння без попереднього нагрівання деталей; золотий чи срібний — тверде паяння з розігріванням спаюваних деталей до температури плавлення припою (більше ніж 800 °С), що призводить до втрати пружності спаюваних деталей, а іноді і до їх деформації від нагрівання і наступного охолодження. З'єднання цих деталей методом контактного електрозварювання та електропаяння, що здійснюється обмеженим місцевим розігріванням деталей, які з'єднують, не призводить до значної втрати їх пружності. Крім того, зменшується можливість деформації деталей. ОСНОВНІ ОПОРНО-УТРИМУЮЧІ ПРИСТРОЇ
ОРТОДОНТИЧНИХ АПАРАТІВ
Коронки широко використовують як основні опорно-утримуючі елементи у багатьох апаратах механічної, функціональної і комбінованої дії, особливо у разі необхідності підняття (роз'єднання) прикусу. Ортодонтичні коронки готують із звичайних чи тонкостінних гільз (завтовшки 0,15— 0,18 мм) за загальноприйнятою технологією виготовлення штампованих коронок. Іноді застосовують стандартні заводського виготовлення штамповані коронки з подальшим припасуванням і контуруванням їх по опорному зубу щипцями з круглими конусоподібними губками, щипцями Джонсона чи дзьобоподібними.
Зуби, які покривають ортодонтичними коронками, не препарують і не моделюють, а якщо є дефект коронкової частини, його старанно відновлюють моделювальним воском у межах порушення контуру коронки. У разі виготовлення коронок за моделлю, одержаною зі зліпка, знятого без сепараційних прокладок, гіпсові зуби, які покривають коронками, сепарують лобзиком, пилочкою за рахунок зубів, що стоять поряд. Шийку гіпсового зуба злегка контурують і не заглиблюють, тому що край коронки має доходити тільки до краю ясен.
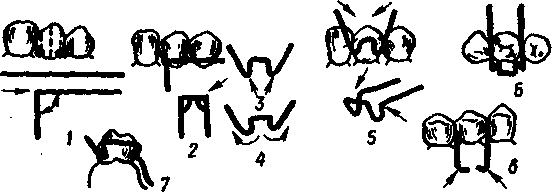
Кільця (мал. 29) застосовують у таких же випадках, що і коронки. Кільця не порушують прикусу, дозволяють постійно стежити за станом зубів, які переміщуються, за їх кольором, вони більш естетичні (менше помітні для ото 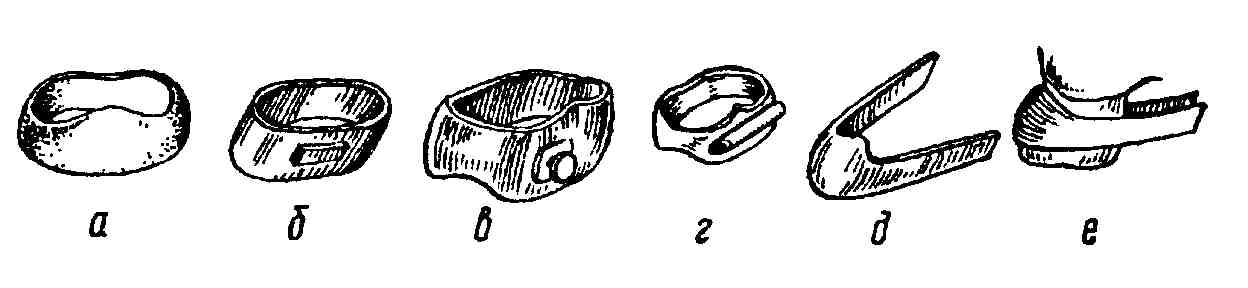 чуючих), їх легше знімати з зубів, ніж коронки.
чуючих), їх легше знімати з зубів, ніж коронки.

Мал. 29. Стандартні кільця; а — звичайне; 6 — з упором; в — з кнопкою; г — з опорною трубкою; д — е — заготовки кілець; е — з — виготовлення кільця і приварка упора.
Відштамповану індивідуальну коронку після її відбілювання, припасування і полірування можна перетворити у кільце, обрізавши її оклюзійну частину за наміченою лікарем межею ножицями, сочевицеподібними шліфувальними каменями чи корундовими головками, вулканітовими наждачними дисками. Краї такого кільця мають повторювати форму коронки зуба. На коронках бічних зубів при спилюванні залишають маленькі (1—3 мм) оклюзійні накладки на ділянці фісур поміж горбками. Можна виготовляти кільця з гільз із нержавіючої сталі без їх штампування шляхом зрізування денця, припасування і контурування їх по опорних зубах.
Індивідуальні кільця частіше виготовлюють за допомогою зварювання і паяння. Паяні і зварні кільця готують із м'якої хромонікелевої стрічки завтовшки 0,2 мм і завширшки 3,2—6 мм (з одного боку полірованої). Кільце у порожнині рота може виготовити лікар, але звичайно це робить зубний технік у лабораторії. Після установлення в міжзубних проміжках біля зуба, який покривається кільцем, сепараційних металевих прокладок знімають гіпсовий зліпок. Технік відливає робочу модель із високоміцного гіпсу (чи комбіновану), видаляє прокладки і із смужки бандажної стрічки, повернувши її полірованим боком назовні, вигинає петлю, яка обхоплює зуб, наближує її кінці щипцями і зварює контактним зварюванням на ділянці стика стрічки. Залишки стрічки зрізує, відступивши від поверхні зуба на 2 мм, пригинає їх до язикової поверхні кільця і приварює на декількох ділянках. Кінці петлі можна спаяти, зафіксувавши її у гіпсі з пемзою чи піском, а залишки зрізати. Готове кільце контурує на ділянці шийки, зрізує опуклості і ввігнутості і пригинає гладилкою край кільця до зуба на ділянці фісур між горбками. Іноді до кільця на язиковій поверхні технік приварює (припаює) металевий упор для зручності припасування і посадки кільця, утримування лігатури, пружини.
Можна користуватися стандартними заготовками для зварних кілець. Вони складаються із металевої смужки, вигнутої у середній частині у формі вестибулярної поверхні зуба. Ширина заготовок на ікла і премоляри — 3,8—4 мм, товщина — 0,08—0,12 мм. Технологія виготовлення кільця така сама, як і кільця зі стрічки. Стандартні заготовки кілець бувають з привареними замковими пристроями, упорами, трубками і т. ін.
Капи можуть бути металевими і пластмасовими. Капа має покривати коронки опорних зубів, але не травмувати ясенний і міжзубні сосочки. Металеві капи на зубах фіксують цементом. Капи із пластмаси частіше готують знімними, що вимагає старанного гігієнічного догляду за станом порожнини рота і постійного спостереження для запобігання карієсу зубів, які знаходяться під капою.
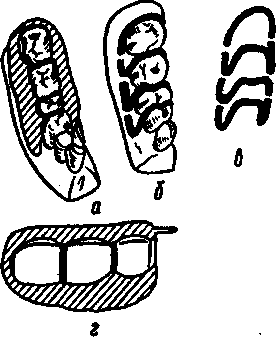
Металеві капи. В ортодонтичній практиці нерідко замість коронок виготовлюють металеві капи на 2—3 зуби і більше. Отримавши за зліпком модель, вирізають блок зубів, які покривають капою, гіпсують його і у виготовленій гіпсовій формі відливають 2-3 металевих штампи. За цими штампами у спеціальній овальній кюветі відливають металеві контр-штампи. Відпаленій пластинці з нержавіючої сталі крампонними щипцями надають форми капи. У свинцевій чушці роблять штампом заглиблення (відбиток) і у ньому попередньо штампують заготовку капи. Залишки сталевої пластинки зрізують. Складки на заготовці розправляють куванням. Заготовку відпалюють і штампують на новому штампі, обрізують точно по межі, роблять клиноподібні вирізки над ясенними сосочками, відпалюють і остаточно штампують на контрольному штампі у контрштампі. Якщо потрібна капа на більшу кількість зубів, її можна виготовити із окремих ланок (по 3—4 зуби), з'єднавши їх паянням. Готову капу відбілюють, полірують і віддають лікарю.
Процес виготовлення капи з фабричних заготовок має такі етапи: підбір заготовки за штампом, підрізування її, відпалювання і остаточне штампування. Капу за показанням можна виготовити з металу методом лиття. Моделюють шаблон капи із воску і, заформувавши його у муфелі, відливають із металу, як звичайні протезні деталі. Після відливання капу обробляють, шліфують, полірують.
Пластмасові капи. Щоб виготовити капу для роз'єднання прикусу, на робочій моделі верхньої чи нижньої щелепи креслять її межі. Звичайно покривають капою по два молочних моляри на кожному боці, моделюють її з воску з наступною заміною його на пластмасу. Товщина капи на поверхні змикання зубів має забезпечувати роз'єднання прикусу на передніх зубах і усунення зворотного перекриття їх при мезіальному прикусі чи дорівнювати 2—3 мм при відкритому прикусі. Праву і ліву капи з'єднують дротяною дугою із нержавіючої сталі діаметром 1,2—1,5 мм, заздалегідь трохи розплюснутою. Дугу розміщують орально, рідше — вестибулярно. При глибокому чи дистальному прикусі іноді виготовляють капу на передні зуби для роз'єднання бічних зубів.
Пластмасові капи використовують як функціонально направляючі площадки у комбінованих і функціонально направляючих апаратах, а також для фіксації пластинкових апаратів і протезів. В останньому випадку їх моделюють разом із базисом знімного апарата з наступною заміною воску шаблону протеза на пластмасу.
Кламери. Всі знімні ортодонтичні апарати мають добре фіксуватись у порожнині рота. Це досягається застосуванням кламерів. Кламер складається із трьох частин: плеча, яке притискує апарат до зуба; тіла, яке служить опорою кламера, і відростка, який утримує кламер у базисі апарата. Плече кламера звичайно розміщують на вестибулярній (рідше на оральній) поверхні коронки зуба за поясом (екватором), поблизу шийки зуба, на відстані 0,8 — 1,2 мм від краю ясен. У більшості конструкцій кламерів є вигин між його плечем і тілом — робочий кут, який забезпечує при надяганні апарата ковзання плеча по опуклості коронки зуба, перехід через пояс з наступним притисканням плеча до коронки зуба біля його шийки. Відросток кламера, який відходить від тіла з орального боку, вигинають відповідно до форми альвеолярного відростка і рельєфу його слизової оболонки. Його розміщують на відстані 0,5—0,7 мм від слизової оболонки (поверхні моделі щелепи), щоб він знаходився у товщі базису. Для надійної фіксації паростка у пластмасі на його кінці роблять додаткові вигини: круглі, хвилеподібні чи під кутом.
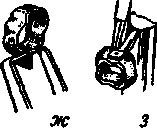
В ортодонтії застосовують багато різновидів кламерів. Розрізняють кламери: з площинною опорою плеча — стрічковий; з лінійною опорою плеча — круглий; перекидні Джексона і Дуйзінгса, рамковий та ін., з точковою опорою плеча — ґудзиковий, гачкоподібний, списоподібний, Адамса, стрілоподібний Шварца та ін. (мал. 30). 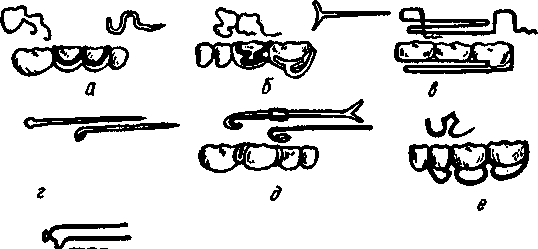 Круглий одноплечий кламер (мал.30, а) вигинають звичайно на бічні зуби, іноді по два-три на кожному боці зубного ряду. На зубі гіпсової моделі роблять позначку на місці розміщення плеча кламера. Із дротини (діаметром 0,6 мм для молочних зубів і 0,8 — для постійних) завдовжки 30— 50 мм круглогубцями чи тридзьобовими щипцями роблять напівкруглий вигин плеча по зазначеній на зубі лінії.
Круглий одноплечий кламер (мал.30, а) вигинають звичайно на бічні зуби, іноді по два-три на кожному боці зубного ряду. На зубі гіпсової моделі роблять позначку на місці розміщення плеча кламера. Із дротини (діаметром 0,6 мм для молочних зубів і 0,8 — для постійних) завдовжки 30— 50 мм круглогубцями чи тридзьобовими щипцями роблять напівкруглий вигин плеча по зазначеній на зубі лінії.
 Мал. 30. Кламери і їх стандартні заготовки: а — перекидний Джексона, круглий одноплечий; б — Дуйзінгса, Т-подібний; в — рамковий; г — ґудзиковий, списоподібний; д — подвійний, петлеподібний, е — стрілоподібний Шварца; е — Адамса
Мал. 30. Кламери і їх стандартні заготовки: а — перекидний Джексона, круглий одноплечий; б — Дуйзінгса, Т-подібний; в — рамковий; г — ґудзиковий, списоподібний; д — подвійний, петлеподібний, е — стрілоподібний Шварца; е — Адамса
Плече повинно тісно обхоплювати вестибулярну поверхню зуба. Для цього його вигинають з урахуванням кривизни коронки. На рівні контактного пункту між зубами роблять різкий перегин в оральному напрямку, утворюючи робочий кут. Тіло кламера вигинають за формою міжзубного заглиблення на поверхні змикання з переходом на оральний бік. Потім вигинають паросток кламера за раніше описаними правилами.
Перекидний кламер Джексона виготовляють із ортодонтичної дротини. З вестибулярного боку кламер проходить біля шийки зуба, потім підіймається по бічних схилах коронки до поверхні змикання, перегинається через неї між сусідніми зубами і загинається в оральний бік паралельно поверхні альвеолярного відростка. З орального боку кінці розгинають (один медіальне, другий дистальне), розплескують їх і занурюють у віск базиса. Перекидний кламер можна виготовити методом лиття за змодельованою із воску моделлю, замінивши віск на метал.

Мал..31. послідовність виготовлення кламера Дуйзінгса.
Кламер Дуйзінгса (мал. 31) виготовляють із ортодонтичного дроту діаметром 0,3—0,6 мм за малюнком, нанесеним лікарем на зубі моделі. На середині дроту довжиною 60 мм вигинають виступ плеча кламера, подібний до плеча перекидного кламера. Кінці дроту вигинають у протилежні боки, перехрещуючи їх, заводять один за одного і направляють горизонтально. По черзі затискують виступ плеча у губках щипців і відгинають кінці дроту у зворотному напрямку, усуваючи при цьому їх перехрест.
Мал. 32. Етапи виготовлення кламера Адамса (1—8)
За допомогою круглогубців закінчують вигинання двох напівкруглих виступів завдовжки 2—3 мм, які йдуть над плечем горизонтально (поперечно) і спрямовані верхівками один до одного. Всі виступи повинні прилягати до вестибулярної поверхні зуба. Кінці дроту від горизонтальних виступів, вигинають у напрямку міжзубних заглиблень. На рівні контактних пунктів між опорним і сусідніми зубами роблять різкі округлі вигини в оральному напрямку — робочі кути. Потім вигинають тіло кламера, розміщуючи його в міжзубних заглибленнях. Виготовлення кламера закінчують вигинанням оральних відростків за раніше описаними правилами. Цей кламер застосовують для постійних зубів здостатньою висотою коронок.
Ґудзиковий, гачкоподібний чи списоподібний кламери виготовляють в основному з фабричних заготовок, припасовуючи кламер до робочої моделі так, щоб його плече, яке закінчується ґудзиком, гачком чи списом, входило у міжзубний проміжок з вестибулярного боку між контактним пунктом і ясенним сосочком. Тіло і паросток кламера вигинають як звичайно.
Кламер Адамса забезпечує надійну фіксацію апарата, є універсальним і найбільш ефективним, перешкоджає відхиленню опорних зубів і їх повороту по осі. Для виготовлення цього кламера застосовують щипці Нанце чи спеціальні щипці з тонкими губками, їх виготовляють із крампонних щипців, зішліфовуючи губки їх полірувальним гумовим диском і надаючи їм форму конуса. На зубі гіпсової моделі зазначають розміщення фіксуючих виступів кламера. їх вершини розміщують біля шийки зуба на місці переходу вестибулярної поверхні у бічні. На ортодонтичному дроті діаметром 0,6 мм і завдовжки 50—60 мм, відступивши від його кінця на 20— 25 мм, роблять згин під прямим кутом (мал. 32, 1). Олівцем на дроті позначають місце другого згину відповідно до позначки на зубі гіпсової моделі і роблять його під прямим кутом (мал. 32,2). Потім вигинають утримуючі виступи плеча, затиснувши кожний кінець заготовки біля кута губками щипців, відгинають їх назовні під кутом 60°. Утримуючі виступи розташовують у місці переходу вестибулярної поверхні зуба у бічну, згинають назустріч один одному під кутом 30°. Вони мають бути на 2—3 мм коротшими за висоту коронки зуба (мал. 32, 3,4), Вигин виступів назустріч один одному потрібен для пристосування кламера до діжкоподібної форми коронки зуба. Розмір фіксуючих виступів залежить од відстані між зубами, а також від положення дроту у конусоподібних губках щипців під час їх вигинання. Після примірювання плеча з виступами вигинають робочі кути і тіло кламера, розміщуючи його над контактними пунктами опорного зуба з зубами, які розташовані поряд. Тіло кламера, вигинають так, щоб його плече знаходилося під кутом 45° до вестибулярної поверхні зуба (мал. 32,5, 6). Якщо ці кути вийшли прямими чи тупими, фіксуючі виступи будуть проковзувати до ясен і травмувати колову зв'язку зуба, а якщо гострими, то плече кламера буде виступати далеко від поверхні зуба і травмувати щоку. Розмістивши тіло кламера у заглибленні між зубами, що стоять поряд, переводять його на язиковий бік і наступним згином роблять відростки кламера, як показано на мал. 32, 7,8.
|

|
Мал. 33. Різновиди кламерів Адамса:
а — на два центральні різці;
б — багатоланковий;
в — з зачіпним гачком;
г, д — заготовки кламера з трубками;
е — з одним фіксуючим виступом.
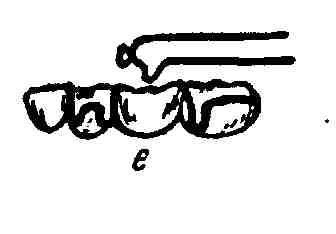
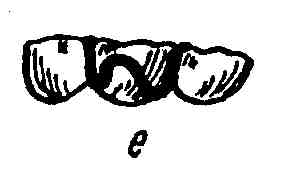
Різновидом кламера Адамса є кламер на два центральні різці з подовженим плечем (мал. 33,а). Фіксуючі виступи розміщують на вестибулярній поверхні кожного із різців, ближче до латерального краю. Висота цих виступів залежить од розміру коронок зубів. Багатоланковий кламер вигинають із довгого дроту, роблять загальне плече для декількох зубів (мал. 33, б) (за І. А. Заславським). Він має потрібну кількість фіксуючих виступів, тіло і два відростки. Проміжні частини роблять із невеликих шматків дроту, на кінці яких вигинають петлеподібні гачки і приєднують їх до проміжної частини плеча. Тіло такого кламера розміщують між кожними двома зубами і загинають відростки. Такий кламер роблять гнутим чи зварним. Кламери з гачками (відростками) для гумових кілець (мал. 33, в) застосовують у разі переміщення окремих зубів, поворота їх по осі і міжщелепної тяги. Гачки завдовжки 2,5—3 мм вигинають чи приварюють у середній частині плеча на висхідному коліні фіксуючого виступу до вигинання робочого кута. На кламері для ікол і перших премолярів гачки звернуті (відігнуті) наперед, для других премолярів і молярів — назад. Гачок не повинен травмувати щоку і торкатися коронки сусіднього зуба. Кламери з горизонтальними трубками для кріплення ковзної вестибулярної дуги, з'єднаної з лицьовою дугою (мал.33, г, д) виготовляють так. Трубки припаюють легкоплавким припоєм чи приварюють до горизонтальної частини плеча для збереження пружинячих властивостей кламера. Можна виготовити горизонтальну частину плеча у вигляді накрученої дротяної трубки (за Е. А. Вольським). Із довгого дроту діаметром 0,6 мм, щільно накручуючи його на стержень діаметром 1 — 1,2 мм, готують трубки, довжина яких дорівнює горизонтальній частині кламера, потім продовжують виготовлення кламера Адамса з цього ж дроту, як описано вище. Кламер з одним фіксуючим виступом (мал. 33, е) виготовляють у разі низьких коронок зубів. Його плече у дистальній ділянці вигинають по формі круглого кламера. Стрілоподібний кламер Шварца своїм виступом (стрілою) входить у міжзубний проміжок над ясенним сосочком. Кламер вигинають із ортодонтичного дроту діаметром 0,6—0,8 мм спеціальними щипцями. Без таких щипців виготовлення подібних кламерів становить труднощі. Для виготовлення одного одноланкового кламера беруть дріт довжиною 70—80 мм, дволанкового — 90—100 мм, триланкового — 100—110 мм. Для вигинання стріли використовують дві пари спеціальних щипців Шварца (мал. 34, а). На дроті позначають олівцем чи чорнилом місце розташування вершини стріли (трикутного виступу плеча) кламера. Стрілу розміщують між вершиною ясенного сосочка і контактним пунктом зубів, які стоять поряд. Першими щипцями вигинають стрілу. Відступивши від позначки вершини стріли на дроті вліво на відстань, яка дорівнює відстані від краю губки щипців до вершини виступу, затискують дріт і, зімкнувши щипці, вигинають перший виступ, а кінці дроту відгинають, лівий — вперед на 120°, правий — назад на 90°. Щипці тримають при цьому лівою рукою вертикально, губками вгору, при поперечному положенні ручок щипців, затиснутих у кисті (руці), а дріт відгинають у горизонтальному напрямку пальцями правої руки. Перемістивши губки щипців по дроту і повернувши їх на 90° праворуч на ширину виступу, знов змикають щипці, вигинають вершину і другий виступ стріли, а потім відгинають правий кінець виступаючого із щипців дроту вперед на 120°. Заготовка стріли і кінці дроту повинні знаходитися в одній площині. Вигини основи стріли наближують один до одного щипцями (крампонними, круглогубцями). Помістивши потім стрілу до основи у паз нижньої губки других щипців Шварца і стиснувши щипці, згинають її під тупим кутом.
Мал. 34. Вигинання стрілоподібних кламерів: а — щипцями Шварца; б — крампонними щипцями
Стрілу кламера можна вигинати круглогубцями чи крампонними щипцями, губки яких стоншені і зішліфовані на конус. Щипці тримають у лівій руці вертикально губками вгору так, щоб губки змикалися у сагітальній площині (див. мал. 34, б). Відступивши назад від позначки вершини стріли на дроті на відстань, яка дорівнює двом ширинам губок щипців, дріт затискують у щипцях. Задній кінець дроту загинають ліворуч на 120°, а передній — праворуч на 45° від сагітальної площини, чим формують передній виступ стріли. Перемістивши губки щипців по дроту праворуч, на ширину губок з поворотом на 45° праворуч, дріт затискують у щипцях, згинають правий його кінець на 90°, формуючи вершину стріли. Потім переміщують губки щипців по дроту на ширину губок праворуч з поворотом на 90° і, затиснувши дріт, згинають його правий кінець назад на 45°. При цьому формується другий виступ стріли. Знову переміщують губки щипців на їх ширину з поворотом направо на 45° і, затиснувши дріт, згинають його правий кінець вперед на 120°, закінчуючи формування стріли. Згини основи стріли наближують один до одного за допомогою щипців. Потім, затиснувши стрілу біля основи бічною ділянкою губок крампонних щипців, перегинають її під тупим кутом. Готову стрілу припасовують біля контактного пункту між відповідними зубами. Вигинають переднє і заднє плечі кламера тридзьобовими щипцями чи круглогубцями, розміщують їх па 0,5—0,7 мм від гіпсової поверхні моделі. Потім згинають два робочих кути по краях кламера, які переходять у два тіла їх розміщують у міжзубних заглибленнях на поверхні змикання зубного ряду. Виготовлення кламера закінчують згинанням дво х відростків за раніш описаним правилом.
 Коли виготовляють багатоланковий кламер, то спочатку вигинають стріли, з'єднують їх плечі, а потім тіло і відростки, як описано вище. При застосуванні міжщелепної гумової тяги на плечі кламера роблять виступи (згини) у вигляді гачків завдовжки 2,5—3 мм. На медіальному плечі гачок направлений вперед, на дистальному — назад. Для фіксації апаратів також застосовують стрілоподібні кламери з пелотами.
Коли виготовляють багатоланковий кламер, то спочатку вигинають стріли, з'єднують їх плечі, а потім тіло і відростки, як описано вище. При застосуванні міжщелепної гумової тяги на плечі кламера роблять виступи (згини) у вигляді гачків завдовжки 2,5—3 мм. На медіальному плечі гачок направлений вперед, на дистальному — назад. Для фіксації апаратів також застосовують стрілоподібні кламери з пелотами.
Дата добавления: 2015-01-19; просмотров: 3747;