Технология изготовления слоистых КМ
Слоистые материалы в виде листов, труб, прутков, лент, заготовок изготавливают прессованием, прокаткой, волочением, центробежным литьем, диффузионной сваркой, сваркой взрывом, пайкой и склеиванием из исходных компонентов. Соединение компонентов по большой площади контакта требует при жидкофазном методе смачиваемости компонентов, при твердофазном методе - определенного давления и температуры для протекания диффузионных процессов и определенного времени выдержки.
Для соединения компонентов необходимо очистить поверхности от загрязнений, оксидов, масел. Процессу соединения в твердой фазе сопутствует пластическая деформация, которая для большинства сплавов ведется в нагретом состоянии. Соединение компонентов при диффузионной сварке, основанное на процессе диффузии, осуществляется в вакууме.
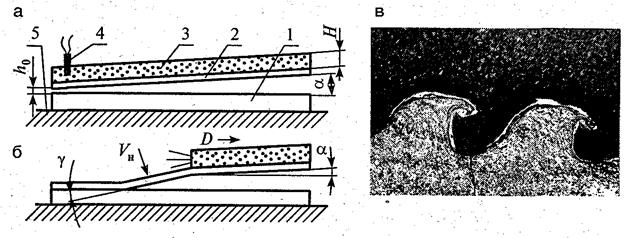
Сварка взрывом слоистых КМ позволяет соединять любые материалы с высокой прочностью, в том числе без нагрева, без вакуума за счет высоких удельных давлений в условиях косого соударения свариваемых материалов и эффекта самоочистки свариваемых поверхностей (рис. 7.5, а, б). Установочные параметры h0, a, H, параметры сварки у, VH и скорость детонации D будут рассмотрены в § 20.5. Структура зоны соединения биметаллического инструмента из быстрорежущей стали Р6М5 и стали 40Х представлена на рис. 7.5, в.
 c
c
Рис. 7.5. Схемы сварки взрывом (а, б) и микроструктура зоны соединения
биметалла (сталь 40Х- Р6М5), полученного сваркой взрывом (в):
1 - нижняя плакируемая пластина; 2- верхняя плакирующая пластина; 3 -
ВВ (взрывчатое вещество); 4 - ЭД (электродетонатор); 5 - основание
Выбор компонентов слоистых КМ осуществляют, исходя из их совместимости (механической и химической), в условиях Изготовления и эксплуатации. Слоистые КМ применяют для изготовления биметаллического инструмента, высокопрочных и коррозионно-стойких конструкционных материалов (например, в виде листов, панелей, биметаллических труб).
Дата добавления: 2015-01-19; просмотров: 1109;