Геометрические параметры и способы изготовления передач
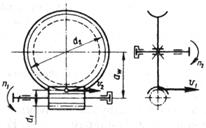
В червячной передаче, также как и в зубчатой, различают диаметры начальных и делительных цилиндров:  ,
,  - начальные диаметры червяка и колеса;
- начальные диаметры червяка и колеса;  ,
,  - делительные диаметры червяка и колеса. В передачах без смещения
- делительные диаметры червяка и колеса. В передачах без смещения  ,
,  . Точка касания начальных цилиндров является полюсом зацепления.
. Точка касания начальных цилиндров является полюсом зацепления.
|
|
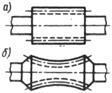
Червяки.Различают по следующим признакам: форме поверхности, на которой образуется резьба, - цилиндрические и глобоидные;форме профиля резьбы - с прямолинейным и криволинейным профилем в осевом сечении. Наиболее распространены цилиндрические червяки. У червяков с прямолинейным профилем в осевом сечении в торцовом сечении витки очерчены архимедовой спиралью, отсюда название - архимедов червяк. Архимедов червяк подобен ходовому винту с трапецеидальной резьбой. Его можно нарезать на обычных токарных или резьбофрезерных станках. Поэтому первые червячные передачи выполняли с архимедовыми червяками, которые широко применяют и в настоящее время.
 Исследования показали, что работоспособность червячной передачи повышается с уменьшением шероховатости поверхности и повышением твердости резьбы червяка. В последнее время все шире стали применять шлифованные высокотвердые червяки при
Исследования показали, что работоспособность червячной передачи повышается с уменьшением шероховатости поверхности и повышением твердости резьбы червяка. В последнее время все шире стали применять шлифованные высокотвердые червяки при  45 НRС. Для шлифования архимедовых червяков требуются специальные шлифовальные круги фасонного профиля, что затрудняет обработку и снижает точность изготовления. Поэтому архимедовы червяки изготовляют в основном с нешлифованными витками при
45 НRС. Для шлифования архимедовых червяков требуются специальные шлифовальные круги фасонного профиля, что затрудняет обработку и снижает точность изготовления. Поэтому архимедовы червяки изготовляют в основном с нешлифованными витками при  350 НВ. Для высокотвердых шлифуемых витков применяют эвольвентные червяки.
350 НВ. Для высокотвердых шлифуемых витков применяют эвольвентные червяки.
Эволъвентные червяки имеют эвольвентный профиль в торцовом сечении и, следовательно, подобны косозубым эвольвентным колесам, у которых число зубьев равно числу заходов червяка. Основное преимущество эвольвентных червяков - возможность шлифования витков плоской стороной круга.
Способ изготовления является решающим при выборе профиля нарезки червяка, так как при одинаковом качестве изготовления форма профиля мало влияет на работоспособность передачи. Выбор профиля нарезки червяка связан также с формой инструмента для нарезания червячного колеса.
Червячное колесо нарезают червячными фрезами. Червячная фреза для нарезки червячного колеса является копией червяка. Только фреза имеет режущие кромки и наружный диаметр больше на двойной размер радиального зазора в зацеплении. При нарезании заготовка колеса и фреза совершают такое же взаимное движение, какое имеют червячное колесо и червяк в передаче. Такой метод нарезания колеса автоматически обеспечивает сопряженность профилей червяка и червячного колеса и в то же время обусловливает необходимость введения стандарта на основные геометрические параметры червяка (  ,
,  ,
,  ,
,  ,
,  ,
,  ) для того, чтобы иметь ограниченный ряд стандартного инструмента.
) для того, чтобы иметь ограниченный ряд стандартного инструмента.
При =20° профильный угол (в осевом сечении для архимедовых червяков в нормальном сечении зуба рейки, сопряженной с виткамиэвольвентного червяка);  - осевой модуль. Резьба червяка может быть однозаходной или многозаходной. Число заходов червяка обозначают .
- осевой модуль. Резьба червяка может быть однозаходной или многозаходной. Число заходов червяка обозначают .
По стандарту, = 1; 2; 4. Рекомендуют: =4 при передаточном отношении  =8...15; = 2 при =15...30; = 1 при >30.
=8...15; = 2 при =15...30; = 1 при >30.
Делительный диаметр червяка связан с модулем коэффициентом диаметра червяка  . Значения и стандартизованы. Наиболее часто встречаются значения:
. Значения и стандартизованы. Наиболее часто встречаются значения:
| , мм
| 2,5; 3,15; 4; 5 | 6,3; 8; 10; 12,5 | |
|
| 8; 10; 12,5; 16; 20 | 8; 10; 12,5; 14; 16; 20 |
В этом диапазоне для каждого значения модуля предусмотрены червячные фрезы при всех указанных значениях и .
Для того чтобы исключить слишком тонкие червяки, стандарт предусматривает увеличение с уменьшением . При тонком червяке увеличивается прогиб червячного вала, что нарушает правильность зацепления.
Угол подъема винтовой линии 
 .
.
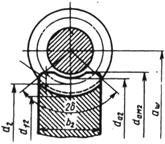
Диаметры :

 ,
,  ,
,  .
.
Длину нарезанной части червяка  определяют по условию использования одновременного зацепления наибольшего числа зубьев колеса (табл. 9.1).
определяют по условию использования одновременного зацепления наибольшего числа зубьев колеса (табл. 9.1).
Червячные колеса. При нарезании без смещения
 ,
,  ,
,  ,
,  .
.
По условию неподрезания зубьев,
 28.
28.
|
Для стандартных редукторов установлены межосевые расстояния  =40; 50; 63; 80; 100; 125; 140; 160; 200; 225; 280; 315; 355; 400; 450; 500 мм. Для нестандартных передач не обязательно придерживаться этих значений. Следует иметь в виду, что межосевое расстояние можно округлить и путем некоторого отклонения от передаточного отношения, т. е. путем изменения
=40; 50; 63; 80; 100; 125; 140; 160; 200; 225; 280; 315; 355; 400; 450; 500 мм. Для нестандартных передач не обязательно придерживаться этих значений. Следует иметь в виду, что межосевое расстояние можно округлить и путем некоторого отклонения от передаточного отношения, т. е. путем изменения  .
.
Точность изготовления.Стандартом на червячные передачи ГОСТ 3675 - 81 установлено 12 степеней точности. Степени точности 3, 4, 5 и 6 рекомендуют для передач, от которых требуется высокая кинематическая точность; степени 5, 6, 7, 8 и 9 - для силовых передач. Основы стандарта на точность червячных передач такие же, как и для зубчатых.
Особое внимание уделяют нормам точности монтажа передачи, так как в червячной передаче ошибки положения колеса относительно червяка более вредны, чем в зубчатых передачах. Как было отмечено, в зубчатых передачах осевое смещение колес и небольшие изменения межосевого расстояния не влияют на распределение нагрузки по длине зуба. В червячных передачах это влияние весьма существенно. Поэтому здесь устанавливают более строгие допуски на межосевое расстояние и положение средней плоскости колеса относительно червяка. В конструкциях обычно предусматривают возможность регулировки положения средней плоскости колеса относительно червяка, а при монтаже это положение проверяют по пятну контакта (краске).
Дата добавления: 2015-02-13; просмотров: 1689;