ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ РАЗЛИЧНЫХ СПЛАВОВ
§ 21. Характеристика литейных сплавов
В литейном производстве основными конструкционными материалами являются сплавы, обладающие рядом преимуществ перед чистыми металлами: более прочны; могут изменять свойства с изменением химического состава; имеют более низкую температуру плавления, более высокую
Раздел IV ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава 1 ОБЩИЕ СВЕДЕНИЯ
§ 1. Сущность обработки металлов давлением
1. Пластическая деформация. Обработка металлов давлением основана
на использовании одного из основных свойств металлов — пластичности.
Она проявляется в необратимом изменении формы и размеров тела под
действием внешних сил без нарушения его целостности, которое сопро-
вождается изменением структуры и механических свойств металла.
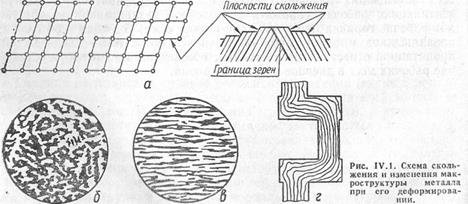
Пластическая деформация заключается в перемещении атомов относительно друг друга на расстояния больше межатомных из одних равновесных положений в новые. При перемещении атомов в одной кристаллографической плоскости без изменения расстояний между этими плоскостями силовое взаимодействие атомов не исчезает и деформация протекает без нарушения сплошности тела. При перемещении атомов по определенным плоскостям кристаллической решетки происходит скольжение (сдвиг) одной части кристалла относительно другой (рис. IV. 1, а). Однако этот сдвиг происходит не при одновременном смещении атомов, а путем постепенного перемещения микроскачками вдоль плоскости скольжения несовершенств (дефектов) кристаллического строения. При одновременном сдвиге одной части кристалла относительно другой потребовались бы напряжения, в сотни и тысячи раз перевышающие наблюдаемые при деформации реальных металлов.
При пластической деформации в отличие от упругой нет линейной зависимости между напряжениями и деформациями.
2. Особенности и область применения обработки давлением. Получе-
ние заготовок деталей, а в некоторых случаях и самих деталей требуемых
размеров и форм при обработке давлением достигается пластическим пере-
мещением (сдвигом) частиц металла. В этом заключается основное отличие и преимущество обработки давлением по сравнению с обработкой резанием, при которой форма изделия получается удалением части заготовки. Поэтому обработка давлением характеризуется малыми отходами металла. Вместе с тем она является высокопроизводительным процессом, так как изменение размеров и формы заготовки достигается однократным приложением внешнего усилия. Указанные особенности обусловливают непрерывное возрастание роли обработки давлением в машиностроении. Обработке давлением подвергают около 90 % всей выплавляемой стали и свыше 50 % цветных металлов.
В Основных направлениях экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года, принятых на XXVI съезде КПСС, поставлена задача повышения эффективности машиностроительного производства за счет совершенствования его технологии, в том числе замены технологических процессов, основанных на резании металла, экономичными методами формообразования деталей, а также опережающего роста выпуска кузнечно-прессового оборудования.
§ 2. Факторы, влияющие на пластичность металла
1. Влияние состава. Наибольшей пластичностью обладают чистые металлы. Сплавы твердые растворы обычно более пластичны, чем сплавы, образующие химические соединения. Компоненты сплава также влияют на его пластичность. С повышением содержания углерода в стали пластичность уменьшается. При содержании углерода свыше 1,5 % сталь с трудом поддается ковке. Кремний понижает пластичность стали. Поэтому кипящая малоуглеродистая сталь (08кп, Юкп) с малым содержанием кремния применяется при изготовлении деталей холодной штамповкой глубокой вытяжкой. В легированных сталях хром и вольфрам уменьшают, а никель и ванадий повышают пластичность стали. Сера, соединяясь с железом, образует сульфид железа Ре8, который в виде эвтектики располагается по границам зерен и при нагревании до 1000 °С расплавляется. В результате связь между зернами нарушается и сталь становится хрупкой. Такое явление называется красноломкостью. Марганец, образуя тугоплавкое соединение МпЗ, нейтрализует вредное действие серы. Фосфор увеличивает пределы прочности и текучести, но уменьшает, особенно при низких температурах, пластичность и вязкость стали, вызывая ее хладноломкость.
2. Влияние температуры. По мере повышения температуры нагрева пластичность металлов обычно возрастает, а прочность уменьшается. Однако в углеродистых сталях при температурах 100—400 °С пластичность уменьшается, а прочность возрастает. Этот интервал температур называют зоной хрупкости или синеломкости стали, наличие которой объясняется выпадением- мельчайших частиц карбидов по плоскостям скольжения при деформации.
3. Скорости деформации — изменение степени деформации е в единицу времени <&/Л. (От скорости деформации следует отличать скорость деформирования — скорость движения деформирующего инструмента.)
Обычно механические свойства металлов определяются при скоростях деформирования до 10 мм/с. Обработка давлением на прессах и ковочных
 Рис. 1У.2. Схемы главных напряжений и деформаций.
Рис. 1У.2. Схемы главных напряжений и деформаций.
машинах производится при скоростях движения рабочих органов 0,1— 0,5 м/с, на молотах скорость деформирования в момент удара 5—10 м/с. Еще большие скорости возникают при штампов-
ке на высокоскоростных молотах (20—30 м/с), штамповке взрывом, электромагнитной штамповке.
В общем случае с увеличением скорости деформации предел текучести возрастает, а пластичность падает. Особенно резко уменьшается пластичность некоторых высоколегированных сталей, магниевых и медных сплавов. При обработке давлением нагретого металла это можно объяснить влиянием двух противоположных процессов: упрочнения при деформации и разупрочнения вследствие рекристаллизации. При больших скоростях деформации разупрочнение может отставать от упрочнения. Кроме того, следует учитывать тепловой эффект пластической деформации, который выражается в том, что энергия, расходуемая на пластическую деформацию, превращается в основном в тепло.
4, Напряженное состояние в элементарно малом объеме характеризуют схемой главных напряжений. Главные напряжения — это нормальные напряжения, действующие в трех взаимно перпендикулярных площадках, на которых касательные напряжения равны нулю. На рис. IV.2, а, б, в, г представлены схемы главных напряжений, наиболее часто встречающиеся при обработке давлением.
Деформированное состояние характеризуется схемой главных деформаций, т. е. деформаций в направлении трех осей, перпендикулярных к площадкам, в которых касательные напряжения отсутствуют (рис. ^.2, д, е, ж). Совокупность схем главных напряжений и главных деформаций позволяет судить о характере главных напряжений и деформаций при различных видах обработки давлением и пластичности металла: чем больше сжимающие напряжения и меньше напряжения и деформации растяжения, тем выше пластичность обрабатываемого металла. Повысить сжимающие напряжения при обработке давлением можно, например, оказывая боковое давление на металл жесткими стенками инструмента.
Дата добавления: 2015-03-26; просмотров: 1342;