Основные виды обработки металлов давлением
Основными видами обработки давлением являются прокатка, прессование, волочение, ковка, объемная штамповка, листовая штамповка.
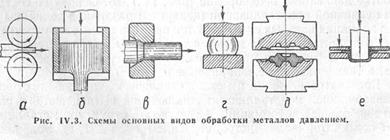
Прокаткой называют обжатие металла вращающимися валками (рис. IV.3, а). Ею получают изделия с постоянным по длине поперечным сечением (прутки, рельсы, листы, трубы, балки) или с периодически изменяющейся по длине формой. При прокатке схема главных напряжений соответствует объемному сжатию (рис. ^.2, а) с максимальным напряжением в направлении давления валков, а схема главных деформаций может быть с двумя деформациями растяжения (рис. IV.2, е) или двухосная схема деформации (рис. ГУ.2, ж) при прокатке с натяжением.
Прессование заключается в продавливании нагретого металла, находящегося в замкнутом объеме, через отверстие в матрице (рис. 1У.З, б). Форма и размеры поперечного сечения выдавливаемых прутков соответствуют форме и размерам этого отверстия. При прессовании напряженное состояние характеризуется схемой объемного сжатия (рис. IV.2, а) и схемой деформаций, представленной на рис. ^.2, д.
Волочение представляет собой протягивание заготовки через отверстие в волочильной матрице (волоке) (рис. IV.3, в). Волочением получают тонкие сорта проволоки, калиброванные прутки, тонкостенные трубы. Схема напряжений и деформации при волочении представлена на рис. ^.2, в, д.
|
Ковка — процесс деформирования нагретой заготовки между бойками молота или пресса (рис. IV.3, г). Изменение формы и размеров заго-
тоша! достигается последовательным воздействием бойков или инструмента на различные участки заготовки.
Объемная штамповка заключается в одновременном деформировании всей заготовки в специализированном инструменте — штампе на моло-•|.| ., прессах или горизонтально-ковочных машинах (рис. IV.3, д). Форма н размеры внутренней полости штампа определяют форму и размеры заготовки.
Схемы напряжений и деформаций при ковке и объемной штамповке аналогичны таковым при прокатке (рис. ^.2, а, е).
Листовая штамповка предназначена для получения плоских и объемных полых деталей из листа или полосы с помощью штампов на холодно-штамповочных прессах (рис. ^.3, е). Напряженное состояние при холодной штамповке может характеризоваться схемами, представленными на рис. IV.2, б; в; г, а схема деформаций в некоторых случаях двухосная рис. ^.2, ж).
Дата добавления: 2015-03-26; просмотров: 1384;