Комплексно-механизированные линии производства короткорезанных изделий
Комплексно-механизированные поточные линии для производства короткорезанных макаронных изделий включают один или два пресса ЛПЛ-2М (в зависимости от производительности сушилки), сушилку, стабилизатор-накопитель (или виброохладитель), фасовочную машину и ёмкость для упаковки изделий насыпью.
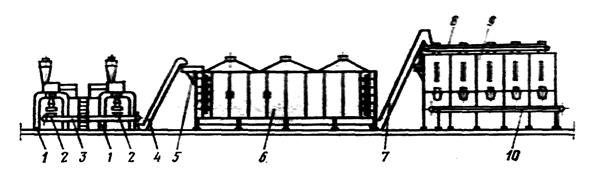
Рис. 51.Схема комплексно-механизированной поточной линии
с сушилкой СПК-4Г-90
Наиболее часто комплексно-механизированные линии включают в себя пятиленточные паровые конвейерные сушилки (типа СПК). Схема возможного варианта такой линии с установкой всего оборудования на одном этаже представлена на рис. 51.
 |
Отформованные сырые изделия из сборных воронок 2установленных под матрицами прессов 1, с помощью сборного транспортёра 3 и наклонного ковшового элеватора 4 подаются в раскладчик 5. Когда сушилка расположена на значительном удалении от пресса, подача сырых изделий осуществляется сжатым воздухом по трубопроводу. Высушенные в сушилке 6 изделия элеватором 7 направляются на распределительный транспортёр 8 стабилизатора-накопителя 9. Стабилизированная продукция ленточным транспортёром 10 подаётся в упаковочное отделение.
Рис.52. Схема комплексно-механизированной поточной линии
с двумя сушилками СПК – 90
Для повышения прочности высушиваемых короткорезанных изделий, а следовательно, смягчения режима сушки в комплексно-механизированных линиях было предложено устанавливать две сушилки СПК последовательно (рис. 52).
Подача сырых изделий от пресса 1 в раскладчик 4 первой сушилки 5 производится сборным ленточным транспортёром 2 через течку 3. Подсушенные изделия с нижней ленты первой сушилки на верхнюю ленту второй сушилки 7 ссыпаются через межэтажное перекрытие по широкой течке 6 без применения второго раскладчика. Высушенные изделия с нижней ленты второй сушилки при помощи течки 8 поступает на ленту распределительного транспортёра 9, находящегося над бункерами стабилизатора-накопителя11, а затем в одну из его секций.
Загрузка секции сухими изделиями с распределительного транспортёра может осуществляться с помощью поворотных заслонок 10. Каждая секция имеет в нижней части передней стенки щелевидное отверстие с заслонкой, через которое изделия ссыпаются на вибрационный транспортёр 12.
Последний подаёт изделия к следующей течке 13, направляющей их к фасовочной машине 15 либо в бункер 14, где производится упаковка макаронных изделий насыпью.
Дата добавления: 2015-03-23; просмотров: 2759;