Оборудование для упаковки макаронных изделий в крупную тару
Специализированного оборудования для упаковки макаронных изделий в крупную тару промышленность не имеет, поэтому различные устройства и приспособления для данного процесса изготовляются на самих предприятиях. Примером может служить установка конструкции Уфимской макаронной фабрики для засыпки заданной дозы коротких изделий в крупную тару с использованием автоматических весов Д-50. Установка имеет загрузочный наклонный конвейер, автоматические весы Д-50, установленные на металлической стойке с консольной рамой, направляющую воронку или конус, вибратор, рольганг и контрольные весы. При ссыпке изделий в ящики или картонные короба используют направляющий конус, в крафт-мешки — направляющую воронку.
В процессе эксплуатации автовесов Д-50 в их конструкцию были внесены изменения. Так, приемное отверстие, через которое продукция засыпается в ковш автовесов, расширено, а его внутренние стенки обработаны для лучшего скольжения изделий.
Для улучшения работы весов был облегчен противовес перекрывающей заслонки и после загрузочного конвейера над автовесами был установлен промежуточный переходный конус вместимостью 3 - 4 кг, т. е. того количества продукции, которое может скопиться за момент перекрытия впускного отверстия и опорожнения ковша.
На макаронных предприятиях эксплуатируются машины для групповой упаковки изделий. Такие машины снабжены специальными манипуляторами для укладки потребительской тары с продуктом в ящики, после чего ящики обандероливаются и заклеиваются вручную или на специальной машине.
Машина ST-650 фирмы "Бассано" (рис.45) для упаковки коробок с продуктом в ящики представляет собой специальный манипулятор 1, который формирует стопки коробок по внутренним размерам ящика (гофрокороба) и заталкивает их в предварительно подготовленный в открытый с одной стороны оператором ящик. В один ящик из картона укладывается 36, 24 или 18 коробочек с продуктом в зависимости от их ширины, что по массе соответствует 18, 12 и 9 кг.
Открытый сверху ящик с уложенным в него продуктом переносится с помощью коленчатого захвата на рольганг машины ST-650 для их запечатывания. В данной машине последовательно расположены рольганг 2, цепной конвейер 3, распределительный сектор и ленточный конвейер 8.
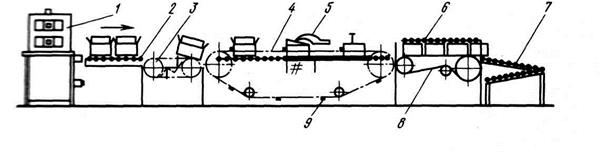
Рис. 45. Упаковочная машина ST-650:
1- манипулятор; 2,6,7 - рольганги; 3,4 - цепной конвейер; 5 - направляющие; 8 – ленточный конвейер; 9 – упор
Открытые сверху ящики с помощью рольганга подаются на сектор и затем на цепной конвейер 4,над верхней ветвью которого установлены направляющие 5.Упоры 9, расположенные на цепном конвейере через определенный шаг, при движении захватывают короб с распределительного сектора и, подталкивая его по направляющим, продвигают к ленточному конвейеру. В процессе движения верхние створки ящика с помощью направляющих 5закрываются, а затем заклеиваются верхние и нижние створки.
Ленточный конвейер длиной 3000 мм предназначен для подпрессовки запечатанных ящиков и лучшего склеивания его створок. Для этого над ленточным конвейером по всей его длине установлен рольганг 6,который с помощью прижимных устройств можно опускать и поднимать, регулируя тем самым степень сжатия ящиков в процессе их продвижения.
На выходе из машины запечатанные ящики поступают на поворотный роликовый конвейер (рольганг) 7, где разворачиваются на 180° и, двигаясь в обратном направлении, подаются к операторам. Такая схема позволяет операторам на одном месте подготавливать пустые ящики для их наполнения и одновременно устанавливать наполненные изапечатанные ящики с продуктом на поддоны. Продолжительность упаковки одного ящика 6 с.
Дата добавления: 2015-03-23; просмотров: 2449;