Автоматизированные линии производства коротких макаронных изделий
|
|
|
|
|
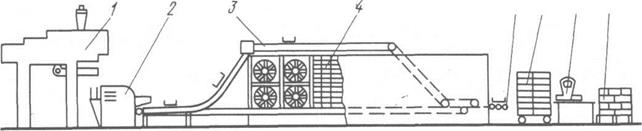
Линия с конвейерными сушилками.В состав автоматизированной линии (рис. 48) входят мучная система, две штампмашины, пресс "Кобра-Л", двухсекционный виброподсушиватель "Трабатто", вибролоток, четыре элеватора (четвертый на рисунке не показан), предварительная сушилка, окончательная сушилка, накопитель-стабилизатор, вибробункер и система автоматического регулирования режима сушки.
|
|
|
|
|
|
|
| А-А |
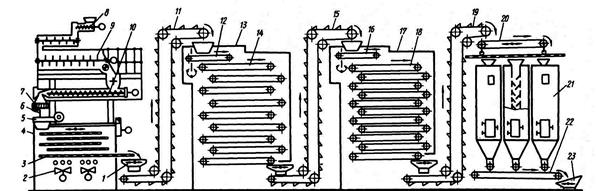
Рис. 48. Схема линии фирмы «Брайбанти» с конвейерными сушилками:
1 -вибролоток; 2 - осевой вентилятор; 3- сито; 4-вибрационный подсушиватель; 5 - центробежный вентилятор; 6 - нож; 7 - матрица; 8 - дозатор; 9 - тестосмеситель; 10 - шнек; 72,15,19 - элеваторы; 12, 16 - раскладчики; 13 - предварительна сушилка; 14 - верхний ярус сушилки; 17 - окончательная сушилка; 18 - верхний ярус сушилки; 20, 22 - ленточные конвейеры; 21 - бункер;
23 - вибробункер
Мука, вода и при необходимости различные обогатительные добавки с помощью дозатора 8непрерывно и равномерно дозируются в трехкамерный тестосмеситель 9пресса, где происходит замес и вакуумирование теста. Замешенное тесто двумя прессующими шнеками 10подается в прессующие головки. Ножи 6,вращаясь по плоскости матриц, отрезают от общего тестового потока необходимые по длине (форме) изделия, которые затем обдуваются воздушным потоком от центробежных вентиляторов 5. Сырые макаронные изделия двумя потоками направляются в секции вибрационного подсушивателя 4, работающие одновременно и независимо одна от другой.
В каждой секции продукт проходит сверху вниз по пяти вибрирующим ситам 3,обдувается с помощью осевых вентиляторов 2 и подсушивается. Два потока изделий из виброподсушивателя с помощью вибролотка 7 объединяются и первым элеватором 11 транспортируются к распределительному устройству (раскладчику) 12, который равномерным по толщине слоем распределяет продукт по всей площади верхнего яруса 14предварительной сушилки 13.
За 55 - 84 мин продукт проходит сверху вниз девять ленточных конвейеров, высушивается и теряет 6 - 7 % влаги. Далее с помощью второго элеватора 15 и раскладчика 16 изделия поднимаются на верхний ярус 18одиннадцатиленточной окончательной сушилки 17. В этой сушилке за 6,8 - 10,5 ч изделия высыхают до стандартной влажности. С помощью третьего элеватора 19 и подвижного ленточного конвейера 20, установленного на направляющих, высушенные макаронные изделия направляются в бункера 21накопителя-стабилизатора. Сюда поступает продукция, выработанная в течение одной-двух смен. Фасовка изделий осуществляется в дневную смену, для этого продукт из бункеров с помощью ленточного конвейера 22, вибробункера 23и четвертого элеватора направляется к фасовочным машинам.
Конструкция пресса "Кобра-Л" аналогична прессу Б6-ЛПШ-750 с прессовыми головками для дисковых матриц. В головках устанавливаются матрицы для формования короткорезаных изделий или матрицы для формования ленты теста. В последнем случае отформованная из матрицы лента теста разворачивается специальным устройством и подается на рольганг штампмашины.
Автоматическая система регулирования предназначена для автоматического контроля параметров сушильного воздуха в сушилках линии по заданной программе. Принципиально не отличается от АСР линии Б6-ЛМГ.
Линия устанавливается в специальном помещении, а ее предварительная и окончательная сушилки изолируются от общего помещения перегородками для обеспечения кондиционирования воздуха.
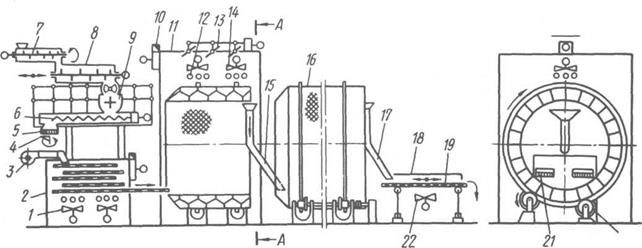
Линия с барабанными сушилками(рис.49).Всостав автоматизированной линии входят мучная система, пресс "Кобра-800ч", вибрационный подсушиватель ТМ 1000/AT, четыре последовательно установленных барабанных сушилки "Ромет-24/8", вибрационный охладитель.
Пресс "Кобра-800ч" имеет предварительный тестосмеситель 7 с интенсивным смешиванием компонентов, две последовательно установленные камеры 8и 9 для окончательного замеса теста.
Отличительная особенность этого тестосмесителя - сложное движение месильных валов, которые, помимо осевого вращения с частотой 60 об/мин, осуществляют возвратно-поступательное движение вдоль камеры с частотой хода 12 с и амплитудой 60 мм. Этим достигается лучшая проработка теста и непрерывная очистка лопатками внутренней поверхности камеры от налипающего теста. Вакуумная обработка теста проводится в последней камере, из которой с помощью двух шнеков 6 оно направляется к формующим матрицам 5.
Отформованная продукция нарезается с помощью вращающихся ножей 4, обдувается воздушным потоком от центробежных вентиляторов 3и двумя потоками направляется в вибрационный подсушиватель 2, в котором проходит последовательно сверху вниз пять вибрирующих сит, при этом интенсивно обдувается осевыми вентиляторами 1.
|
|
| А-А |

|
|
|

Рисунок.49. Схема линии «Брайбанти» с барабанными сушилками:
1, 14, 22- осевые вентиляторы; 2 - вибрационный подсушиватель; 3,10- центробежный вентилятор; 4- нож; 5- матрица; 6- шнек; 7 - предварительный тестосмеситель; 8, 9 - камеры для замеса теста; 11- панель; 12 - калорифер; 13 — шибер; 15,17- лотки; 16 - барабанная сушилка; 18 - вибрационный охладитель; 19- перфорированный лоток; 20 - ролик; 21 - загрузочное окно
Предварительно подсушенная продукция в первый сушильный барабан поступает по двум вибрирующим лоткам. Для этого в обшивке торцовой части сушильного туннеля предусмотрено два загрузочных окна 21размером 300х400 мм. Концы вибрирующих лотков установлены на гибких вертикальных опорах на полу помещения.
Для обеспечения необходимых технологических режимов сушильного процесса все четыре последовательно установленных барабана закрыты теплоизолирующими панелями 11. Между верхним перекрытием и барабанными сушилками 16расположены осевые вентиляторы 14и батареи калориферов 12. На каждую сушилку приходится шесть осевых вентиляторов мощностью 1,1 кВт каждый и по одному центробежному отсасывающему вентилятору 10мощностью 0,37 кВт.
Регулирование количества свежего воздуха, забираемого в сушилку, и выброс отработавшего осуществляется автоматически в заранее заданных соотношениях.
Для этого в верхнем перекрытии над каждой сушилкой имеется по три отверстия для забора свежего воздуха, каждый из которых перекрывается шиберами 13при помощи системы тяг и редуктора.
Для исключения охлаждения продукта в момент его перегрузки в торцовых частях барабанов в местах выгрузки продукта установлены змеевики, по которым циркулирует горячая вода, а под каждым лотком 15 — обогреватели. Каждый сушильный барабан установлен на четырех роликах 20, обеспечивающих его вращение с различной частотой. При этом частота вращения барабанов устанавливается в зависимости от продолжительности сушки продукта.
Высушенная продукция из последнего барабана по лотку 17направляется в вибрационный охладитель 18, который имеет горизонтально установленный перфорированный лоток 19.В процессе движения изделий по вибрирующей поверхности лотка они обдуваются воздухом цеха от осевого вентилятора 22.Охлажденная продукция различными транспортными устройствами может направляться в бункера-накопители или к фасовочным автоматам.
Дата добавления: 2015-03-23; просмотров: 4975;