Автоматизированные линии производства длинных изделий
Линия Б6-ЛМГ(рис.46).В состав линии входят:мучная система Б6-ЛМГ/1, шнековый пресс Б6-ЛПШ-1000, саморазвес, предварительная и окончательная сушилки, накопитель-стабилизатор, машина для съема и резки изделий с пневмотранспортером обрезков, механизм возврата бастунов, электрооборудование, система автоматического регулирования технологического процесса.
Мука и вода с помощью шнекового дозатора 13 муки и роторного дозатора воды непрерывно и равномерно дозируются в трехкамерный тестосмеситель 14 пресса. В случае необходимости дополнительно вводят различные обогатители. В камерах тестосмесителя происходит замес и вакуумирование теста, затем его формование с помощью шнека 15 через тубусные матрицы 12.Макаронные пряди 10,выходящие из матриц, разделяются с помощью обдувателя 11 саморазвеса 9на два равных потока и свободно проходят в щель между подвижными и неподвижными отрезными ножами 8. После того как пряди макарон опустятся ниже бастунов на 600—650 мм, они отрезаются ножами от основного потока, развешиваются одновременно на два бастуна 17, затем подравниваются подрезными 6и подравнивающими 3ножами. В это же время устанавливается цикл работы саморазвеса. При верно выбранном цикле пряди на бастуне имеют одинаковую длину, а количество сырых обрезков минимально.
Появляющиеся при резке обрезки макарон с помощью шнеков 4по материалопроводу 5 сжатым воздухом направляются в первую камеру тестосмесителя.
Из саморазвеса бастуны с изделиями передаются на нижний 2ярус предварительной двухзонной трехъярусной сушилки 16. При входе в сушилку бастун своим весом нажимает на рычаг конечного выключателя, который включает привод сушилки и с помощью гребенок и цепных конвейеров перемещает его на один шаг. При поступлении следующего бастуна цикл вновь повторяется. Так бастуны с изделиями проходят все три яруса сушилки. С верхнего яруса 18предварительной сушилки бастуны с изделиями направляются на первый 20 (верхний) ярус окончательной сушилки 19.В окончательной сушилке изделия на бастунах проходят пять ярусов, при этом на каждом ярусе чередуются четыре зоны сушки и отволаживания. Длительность нахождения изделий в предварительной сушилке составляет 15 %, а в окончательной - 85 % общей продолжительности сушки макаронных изделий.
С пятого 1(нижнего) яруса окончательной сушилки бастуны с изделиями через промежуточную зону 21передаются на ярусы 24накопителя-стабилизатора 23.
Для этого механизмом управления накопителя выбирается неразгруженный ярус для приема бастунов и включается привоз выбранного яруса.
Бастуны из цепного подъемника 22поступают на незагруженный ярус и при движении нажимают на конечный выключатель, который включает электродвигатель привода этого яруса. Электродвигатель работает до тех пор, пока первый бастун не сойдет с рычага конечного выключателя. Затем поступает второй бастун и так же, подобно первому, включает электродвигатель и т. д. Заполнение яруса определяют по сигналу звонка. Это делается так: первый бастуй нажимает на рычаг конечного выключателя, установленного в конце яруса, который включает звонок, одновременно при этом на панели загорается сигнальная лампа с надписью "Полный". По сигналу звонка оператор производит переключение на заполнение следующего яруса.
Бастуны в конце яруса, передвигаясь вдоль направляющих, попадают на скос, и, падая, нажимают на рычаги конечных выключателей. Конечные выключатели срабатывают, включая привод опускного устройства. Конвейер 25опускного устройства доставляет бастуны к приемному устройству машины 26для съема и резки. Бастун, сходя с конвейера на приемное устройство, нажимает на рычаги конечных выключателей, которые включают привод машины съема и резки. Бастун подхватывается конвейером съема, освобождается от прядей и цепным конвейером направляется на конвейер возврата 7 бастунов.
Бастун при уходе на возврат отключает привод машины. Снятые макароны упаковываются в тару или поступают на резку. После резки изделия должны иметь одинаковую длину (250 мм) с ровными краями, дужка макаронной пряди должна быть отрезана.
Обрезки пневматическим транспортом выводятся в отдельную емкость и поступают на реализацию.
Механизм возврата бастунов состоит из цепного конвейера длиной 66 000 мм, привода и механизма натяжения цепей. Конвейер расположен вдоль основания линии и представляет собой два параллельных цепных контура, на которых через 12 звеньев цепи с обеих сторон на осях закреплено по два ролика. Внутренний ролик диаметром 20мм вместе с цепью передвигается по направляющим специального профиля.
При движении цепи наружные ролики упираются в цапфы бастунов и перемещают его по направляющей поверхности до тех пор, пока он не упрется в предыдущий бастун. Когда бастуны подходят к саморазвесу, вертикальный конвейер подъема бастунов снимает их с цепного конвейера возврата и подает в накопитель саморазвеса.
Конвейер приводится в движение (скорость 0,033 м/с) от индивидуального привода, установленного перед саморазвесом. Механизм натяжения цепей смонтирован в противоположном конце линии.
Электрооборудование линии включает шкафы управления прессом, предварительной и окончательной сушилками. Параметры воздуха в сушилках поддерживаются и контролируются системой автоматического регулирования, разработанной ВНПО «Пищепромавтоматика» (г. Одесса).
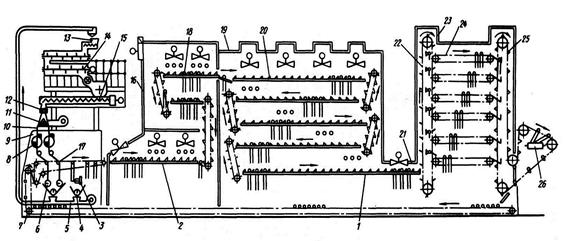
Рис 46. Схема линии Б6-ЛМГ:
1 - нижний ярус окончательной сушилки; 2 - нижний ярус предварительной сушилки;
3- подравнивающий нож; 4 - шнек; 5 - материалопровод; 6- подрезной нож; 7 - конвейер возврата бастунов; 8- отрезной нож; 9- саморазвес; 10 - макаронные пряди; 11 - обдуватель; 12 - матрица; 13 - дозатор; 14-тестосмеситель; 15 - шнек; 16 -сушилка трехъярусная; 17- бастуны; 18 - верхний ярус предварительной сушилки; 19 - окончательная сушилка; 20 - верхний ярус окончательной сушилки;
21 - промежуточная зона; 22 - подъемник; 23 - накопитель- табилизатор; 24- ярус накопителя; 25- конвейер; 26- машина для съема и резки
Регулирование параметров сушильного воздуха в зонах обеих сушилок основывается на психрометрическом методе измерения влажности и осуществляется с помощью датчиков, логометров и исполнительныхмеханизмов.
Линия фирмы "Бассано"(рис.47).В состав линии входят мучная система, шнековый пресс BBR 140/4, расстилочная машина, предварительная сушилка "Тринслакс", механизм для перекладки макарон с рамок в цилиндрические кассеты "Трансферт", окончательная сушилка "Ролинокс", накопитель.
Мука и вода в заданном соотношении равномерно дозируются в центробежный мукоувлажнитель 4, где под действием быстровращающегося вала с лопастями образуется тестовая масса, которая затем в двух тестосмесителях 2окончательно перемешивается, пластицируется и распределяется по четырем шнековым каналам 30.Из них тесто поступает в тубус 29,в котором через две прямоугольные матрицы формуется.
Прием отформованной пряди сырых изделий, разрезание ее на десять частей и перекладывание на сушильные рамки осуществляются расстилочной машиной 28,расположенной под прессом, между его опорами. Координацию действий механизмов машины осуществляет автоматическая система управления.
Обрезки сырых макарон, появляющиеся в результате неравномерной скорости формования изделий по длине матриц, поступают в систему измельчения 27и транспортировки обрезков, а отсюда — в дозатор пресса.
На линии транспортировки обрезков предусмотрен специальный шибер, который в момент пуска пресса перекрывает основную магистраль и направляет обрезки в пакет мимо измельчителя. Это исключает опасность непромеса теста.
Сушильные рамки 26с продуктом цепным конвейером 25направляются в камеру предварительной сушки 5, где на 17 ярусах в течение 0,82—1,08 ч изделия высыхают до влажности 16,5—18,5 %. Большая потеря влаги в камере предварительной сушки связана с тем, что в ней используются прогрессивные высокотемпературные режимы сушки изделий. Температура сушильного воздуха в первой зоне 24 камеры 90 °С, во второй (верхней) — 80 °С при относительной влажности воздуха 35-50%.
С верхнего яруса предварительной сушилки рамки 7 с продуктом направляются к механизму перекладки макарон с рамок в цилиндрические кассеты окончательной сушилки. Перекладка изделий осуществляется в такой последовательности. Сушильная рамка проходит под цепным конвейером 8 очистки, который с помощью щеток сметает изделия с рамок, при этом щетки совершают движение в ту же сторону, что и рамки, но с большей скоростью, что позволяет очищать рамки во время движения. Макаронные изделия, находящиеся на рамках, попадают в подвижный желоб 9, который в момент перекладки находится под рамкой и синхронно с ней движется в ту же сторону. Синхронное движение желоба осуществляется с помощью шарнирно закрепленной штанги и цепного конвейера 22.
В конце хода нижняя крышка желоба автоматически открывается и десять порций макарон высыпаются в десять секций цилиндрической кассеты 10, которая в этот момент подается под загрузку цепным конвейером 11верхней зоны 12окончательной сушилки.
Освободившиеся от изделий рамки 23цепным конвейером предварительной сушки по направляющим спускаются под нижний ярус сушилки и вновь подаются под загрузку.
В окончательной сушилке, разделенной перегородками на две зоны, расположено два цепных конвейера, на которых закреплены цилиндрические кассеты. При движении кассет в верхней зоне сушилки они совершают поступательное движение с одновременным качанием относительно своей оси, при этом изделия, перекатываясь внутри кассеты, выпрямляются. Прямая форма изделий, выходящих из верхней зоны сушилки, позволяет увеличить вместимость цилиндрических кассет.
После прохождения всех ярусов верхней зоны цилиндрические кассеты выходят из сушилки, крышки кассет автоматически открываются и происходит перегрузка изделий в кассеты 20второй зоны 19. В результате в одну кассету второй зоны поступают изделия из двух кассет верхней зоны. За 2,38 - 3,31 ч нахождения изделий в верхней зоне окончательной сушилки они высыхают до влажности 14 - 15 %.
Во второй зоне проводится окончательная досушка изделий до стандартной влажности в течение 3,85 - 5,35 ч.
Под сушилкой расположен ленточный конвейер 21, который выводит из нее макаронный лом, возможность появления которого обусловлена нарушением цикла перегрузки продукта. На выходе из сушилки крышки цилиндрических кассет автоматически открываются и высушенные изделия пересыпаются в люльки 18, установленные на промежуточном цепном конвейере 13, который распределяет изделия в люльки, расположенные на двух цепных конвейерах 14и 17 накопителя 15.
На выходе из накопителя установлена цепная карусель, на которой размещено 50 приёмных ковшей 16. Движение цепного конвейера цикличное, в каждые десять ковшей разгружается одна цилиндрическая люлька. Из ковшей изделия перегружаются в приёмные лотки элеватора и подаются к фасовочно-упаковочной линии.
Автоматизированная линия фирмы "Бассано" с комбинированной сушкой макарон по сравнению с линиями, где сушка осуществляется на бастунах, имеет следующие преимущества: правильная форма изделий, обеспечивающая непрерывную автоматическую фасовку; возможность изготовления широкого ассортимента макаронных изделий, в том числе и макарон большого диаметра; минимальное количество отходов сухих макаронных изделий.

Рис.47. Схема линии фирмы «Бассано»:
1-материалопривод; 2- тестосмеситель; 3-циклон; 4-мукоувлажнитель; 5- предварительная сушилка; 6 - верхняя зона камеры; 7,23,26-сушильные рамки; 8,11,13, 14, 17, 22, 25 - цепные конвейеры; 9 - желоб; 10, 20 - кассеты; 12 -верхняя зона окончательной сушилки; 15-накопитель;
16- ковш; 18- люлька; 19- вторая зона окончательной сушилки; 21- ленточный конвейер;
24-первая зона предварительной сушилки; 27 - измельчитель; 28 - расстилочная машина;
29- тубус; 30- шнековый канал
Требования к организации обслуживания и ремонта линии:
-наличие высококвалифицированного производственного и ремонтного персонала, в том числе для автоматической системы управления;
-еженедельное проведение технических осмотров с устранением обнаруженных дефектов, наладки и регулировки АСУ;
-постоянная замена наиболее изнашиваемых элементов узлов и агрегатов линии;
-ежегодный планово-предупредительный ремонт в течение одного месяца с проверкой состояния узлов, подшипников опор и заменой смазки;
-наличие в резерве специальных редукторов и электродвигателей, достаточного количества запасных деталей.
Дата добавления: 2015-03-23; просмотров: 3686;