Индукционные печи. Технология плавки в индукционных печах
ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ.
В этих печах выплавляют сплавы чёрных и цветных металлов и чистые Ме (чугун, сталь, бронза, латунь, медь, алюминий). По частоте тока: 1) Печи промышленной частоты 50 Гц. 2) Средней частоты до 600 Гц. (до 2400 Гц также входят). 3) Высокой частоты до 18000 Гц.
Часто инд. печи работают в паре (дуплекс процесс). В первой печи расплавляют шихту, во второй доводят Ме до нужного хим. состава либо выдерживают Ме при нужной t-ре до момента разливки. Передача Ме-ла из печи в печь может производиться непрерывно по желобу при помощи крановых ковшей либо ковшами на электрокаре. В индукционных печах изменяется состав шихты, вместо чушкового чугуна используют легковесные низкокачественные материалы (стружка, легковесный металлолом, отходы собственного производства, т.е. обрезь).
Принцип действия В тигель загружается шихта, переменный эл. ток, проходящий по индуктору (катушка), создает магнитное поле, которое индуктирует в металлической садке электродвижущую силу, которой и вызывают индуктированные токи, которые и вызывают нагрев и расплавление Ме-ла. Внутри катушки тигель из огнеупорного материала, который защищает индуктор от воздействия жидкого Ме-ла. Первичной обмоткой является индуктор. Вторичной обмоткой и одновременно нагрузкой – Ме-л в тигле.
КПД печи зависит от электрического сопротивления Ме-ла и от частоты тока. Для высокого КПД необходимо, чтобы диаметр садки (d тигля) составлял не менее 3,5-7 глубин проникновения тока в Ме-л.Ориентировочные соотношения между ёмкостью тигля и частотой тока для стали и чугуна. Производительность печей как правило для чугуна и стали 30-40 т/час. При расходе эл.энергии 500-1000 кВт*ч/тонну. Для бронзы, меди 15-22 т/час, для алюминия 8-9 т/час.Чаще всего используют тигель цилиндрической формы. Магнитный поток, создаваемый индуктором, проходит по замкнутым линиям как внутри индуктора, так и снаружи.
В зависимости от способа прохождения магнитного потока с внешней стороны различают: 1) открытую; 2) экранированную; 3) закрытую конструкции печи
 При открытой конструкции магнитный поток проходит по воздуху, поэтому конструктивные эл-ты (например каркас) выполняют неметаллическими или размещают на большом расстоянии от индуктора. При экранировании магнитный поток от стальных конструкций отделяется экраном из меди. При закрытой – магнитный поток проходит по радиально-расположенным пакетам трансформаторной стали – магнитопроводам.
При открытой конструкции магнитный поток проходит по воздуху, поэтому конструктивные эл-ты (например каркас) выполняют неметаллическими или размещают на большом расстоянии от индуктора. При экранировании магнитный поток от стальных конструкций отделяется экраном из меди. При закрытой – магнитный поток проходит по радиально-расположенным пакетам трансформаторной стали – магнитопроводам.
Схема устройства электрической индукционной печи:1 — крышка, 2 узел поворота, 3 — индуктор, 4 — магнитопроводы, 5 — металлоконструкция, 6 — подводы водяного охлаждения, 7 — тигель, 8 — площадка
Печь включает сл. узлы:Индуктор, Футеровку, Каркас, Магнитопроводы, Крышку, Падину, Механизмы наклона. Индуктор кроме основного назначения выполняет также ф-ию эл-та, который воспринимает мех. и тепловую нагрузку со стороны тигля. Кроме того, охлаждение индуктора обеспечивает отвод теплоты, которая возникает из-за электрических потерь, поэтому индукторы выполняют либо в виде цилиндрической однослойной катушки, где все витки расположены в виде спирали с постоянным углом наклона, либо в виде катушки все витки которой уложены в горизонтальной плоскости, а переходы между ними в виде коротких наклонных участков.
В зависимости от марки Ме-ла и уровня t-р используют 3 вида футеровки:
1. Кислая (содержит > 90% SiO2) выдерживает 80-100 плавок
 2. Основная (до 85% MgO) выдерживает 40-50 плавок для малых печей и до 20 плавок для печей ёмкостью >1 тонны
2. Основная (до 85% MgO) выдерживает 40-50 плавок для малых печей и до 20 плавок для печей ёмкостью >1 тонны
3. Нейтральная (на основе оксидов Al2O3или CrO2)
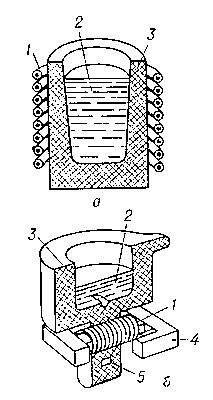
Схемы индукционных плавильных печей: а — тигельная, б — канальная; 1 — индуктор; 2 — расплавленный металл; 3 — тигель; 4 — магнитный сердечник; 5 — подовый камень с каналом тепловыделения.
Падина выполняется из шамотного кирпича для больших печей или аспоцемент для малых. Крышка вып. из конструкционной стали и футеруется изнутри. Достоинства тигельных печей:1)Интенсивная циркуляция расплава в тигле; 2) Возможность создания атмосферы любого типа (окислительная, восстановительная, нейтральная) при любом давлении; 3) Высокая производительность; 4) Возможность полного слива Ме-ла из печи; 5) Простота обслуживания, возможность механизации и автоматизации. Недостатки:1)Относительно низкая t-ра шлаков, наводимых на зеркало Ме-ла; 2) Сравнительно низкая стойкость футеровки при высоких t-рах расплава и при наличии теплосмен.
ИНДУКЦИОННЫЕ КАНАЛЬНЫЕ ПЕЧИ.
Принцип действия состоит в том, что переменный магнитный поток пронизывает замкнутый контур, образованный жидким Ме-лом и возбуждает в этом контуре ток.
Контур жидкого Ме-ла окружен огнеупорным материалом, который запечен в стальной корпус. Пространство, которое заполняется жидким Ме-лом имеет форму изогнутого канала. Рабочее пространство печи (ванна) соединяется с каналом 2-мя отверстиями за счет чего и образуется замкнутый контур. Во время работы печи жидкий Ме-л движется в канале и местах соединения с ванной. Движение обусловлено перегревом Ме-ла (в канале выше на 50-100 ºС чем в ванне), а также воздействием магнитного поля.
При сливе всего Ме-ла из печи происходит разрыв электрического контура, который создаётся жидким Ме-лом в канале. Поэтому в канальных печах производят частичный слив жидкого Ме-ла.Масса «болота» опр-ся исходя из того, чтобы масса столба жидкого Ме-ла над каналом превышала электродинамическую силу, выталкивающую Ме-л из канала.
Канальные печи используют в качестве миксера раздаточных и плавильных печей. Миксер предназначен для накопления определенной массы Ме-ла и выдержке Ме-ла при определенной t-ре. Ёмкость миксера принимают равной не менее двукратной часовой производительности плавильной печи. Раздаточные печи используют для заливки жидкого Ме-ла непосредственно в формы.
По сравнению с тигельными печами канальные имеют более низкие капиталовложения (50-70% от тигельной), низкий удельный расход электроэнергии (более высокий КПД). Недостаток: Отсутствие гибкости регулирования хим.состава.
К основным узлам относят: Каркас печи; Футеровку; Индуктор; Мех-зм наклона; Электрооборудование; Система водяного охлаждения.
Дата добавления: 2015-03-19; просмотров: 6080;